
20 Laser Welding Tips
2 Minute Read
This article offers some laser welding tips that might make your life as a laser welder a bit easier. Read on for some interesting tips and tricks!
Laser Welding Tips
1. Keep your laser welder clean, especially the protective lens inside the laser chamber where the beam comes out.
2. Check the cross-hair alignment regularly.
3. Never program your settings with the laser in a multi-pulse mode.
4. Always wipe "soot" off the item you are welding.
5. If you are practicing a new technique or experimenting with laser welding, be sure to use a scrap item or something of your own before trying it on a customer's piece. Like the old adage, "if you're going to learn to cook, you've got to break some eggs." Best if the eggs come from your own chicken.
6. Try to keep objects away from the "background" of what you are welding. Remember: the laser pulse is a "light bullet," it can ricochet.
7. A good rule of thumb for changing laser settings to enhance performance is to increase/decrease the milliseconds (duration of the beam) first, and then the beam size, and the voltage last.
8. Think of laser welding settings like water coming from a garden hose. Turning on the water (whether all the way or partially) is the voltage. The nozzle is the beam diameter. How long you hold the water in one place is the equivalent of the millisecond setting.
9. Silver can be welded easily if you use sterling silver solder instead of sterling wire.
10. You can pulse the laser at the weld zone at different angles to achieve various results.
11. You don't have to hit a weld zone with the whole beam. Sometimes hitting it with % a beam
will produce good results. (Note that only half of the red circle, representing the laser pulse, actually hits the worn jump ring on top of this enameled piece.)
12. You can do most welding with 30-gauge fill material. If you need a larger piece of weld material, shoot the end of the 30 gauge
wire to make it ball up to a larger diameter piece, then weld.
13. Use 'floss bobbins' for wire storage and ease of use.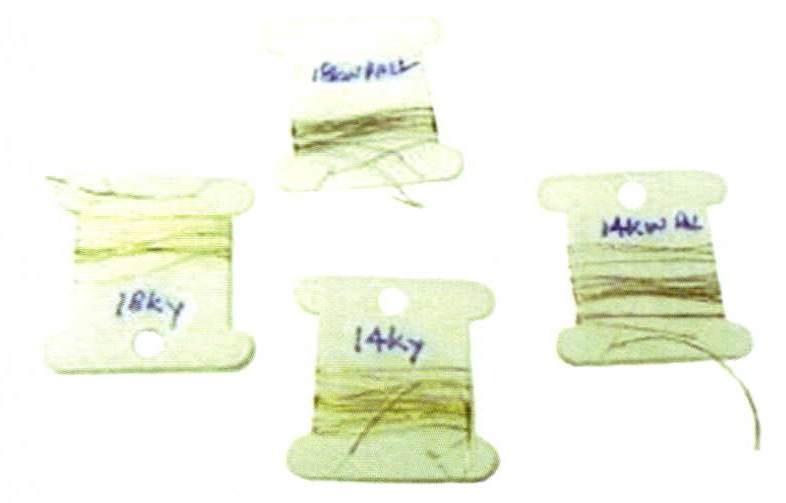
14. White gold seems to weld better and with less micro-porosity if you use a palladium alloy with white gold. E.g. 14k palladium white 30-gauge wire.
15. Be sure to cut a groove in the weld zone of a thicker piece. Then "landslide" the side walls of the host metal into the bottom of the trough you created. Fill to the top with similar filler metal.
 |  |  |
16. RediProng tips are convenient, great shapes, come with/without solder, and have good welding properties.
 |  |  |
17. Sometimes it IS better to remove stones prior to laser welding, and then reset them.
18. If you have the capability photo document your work. Experiment & Document.
 |  |
19. Use a highly polished sterling silver protective tem- plate to shield sensitive areas when laser welding.
20. Plasti-tak can also be used to protect stones and finishes. You can find it in your office supply or hobby shop.
Remember: Laser welding is as much an Art form as it is a Science. Create you own style, experiment, adapt, and learn from you successes as well as your failures-and build upon them. Experience is an asset, but experience is something you don't get until after you need it!
Ganoksin Staff Note: Finding The Best Laser Welders For Jewelry
You can find current reviews and expert recommendations for the best laser welders in our Buying Guide.
Related Articles

Laser Repair: Emerald & Diamond Ring

Aluminum: Welded and Wearable

Repairing a Sterling Silver Shell Cameo Pin

950 Palladium: Setting Fabrication





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
