
Titanium – Properties – Design – Processing
11 Minute Read
Titanium was not recognized as a metal and chemical element in its own right until the end of the 19th century. Comprising 0.6% of the earth's crust, it is a form of oxidic ore that is much more common than copper, zinc, nickel, silver or gold. The material is also comparatively reasonably prized, although processing is difficult and energy consuming, which naturally has an effect on the prize. Today, titanium is principally found in the shimmering gray of watchcases, less often in jewelry, mostly men's accessories. The attraction offered by the possibility of coloration in allshades of the rainbow helped the metal enjoy a boom in the 1980s, although this is seldom used to day. This is a facet worthy of rediscovery on the part of creative jewelry designers.

Wristwatch cases are made from titanium lost-wax casting. In jewelry, thin sheets are mostly employed. The metal can be worked in all common techniques used in jewelry manufacture. However, a certain degree of know-how and handling experience is required, according to Professor S. Delius, who played an important role in promoting the production of titanium jewelry in the 1980s at the Düsseldorf University of Applied Science, together with the designers Reiner Brandtner, Christoph Honecker and Hans-Georg Pesch.
Physical and chemical properties
Titanium is the heaviest metal within the group of light metals. It has a melting point of 1668 degrees Celsius and a boiling point of over 3000 degrees. The white, glossy silver metal is very hard and resistant. In its technically pure form it can also be cold forged. It is non-magnetic and poor conductor of heat and electricity. A further peculiarity is the high degree of fatigue resistance of titanium and its alloys, even at increased temperatures. Consequently, when working with titanium, particular aspects that stand out are its steel-like rigidity in combination with the density of a light metal, coupled with the corrosion resistance of precious metals.
Sawing and filing
Titanium can be sawn with a standard hacksaw without difficulty. Firstly, any possible oxide layers must be removed, as the saw blade will otherwise be quickly blunted. The saw should be sharp, as blunt saws tend to cut crookedly. When applying the saw blade the contact pressure should be low, only increasing when the blade can be safely guided in the cut. Adequate supplies of coolant are recommended. Coarse, high-speed steel (4 teeth/inch) or hard metal saw blades are used. For thin components a finely-toothed blade should be used. In general, it can be said that saw blades become blunt quickly and therefore require frequent replacement. Best results are achieved with bi-metal saws, as these are considerably more durable than comparable high-speed steel saws.
It is particularly important that any possible hardened surfaces are removed prior to sawing, by blasting, grinding or turning, in order to ensure that the saw blade does not become blunt at the very beginning of the process.
Titanium can be filed using standard tools. However, it must be anticipated that the files will clog and become blunt rapidly. It is advisable to clean tools thoroughly immediately after filing, in order to prevent them from clogging. In addition, the metal greases under high bearing pressure and the file slips similarly to with platinum. There are special files developed specifically for titanium on the market, these are considerably harder than normal metal files.
Drilling and milling
When drilling titanium the cutting edge of the bit should be as sharp as possible. If the cutting deforms and exits unevenly, then the bit needs to be sharpened. Sulfurous drilling oil is used in particular for drilling small holes. Titanium should be drilled with high feed rate and low cutting speed on a rigid, vibration-free drill. Hand drilling is not recommended. High-speed steel and hard metals are used in drill bits. It is important that these have their cutting edge reduced and that the cross cut does not exceed 1.5 to 2 mm. For through holes the angle of the tip should be approximately 140 degrees, in order to shorten the break through distance. The clearance angle should be between 10 and 15 degrees. If compressed cuttings appeal then the cutting angle must be increased by grinding a groove, as these cuttings often lead to the bit melting to the work piece. Broken drill bits may be loosened using nitric acid.
When milling, the tendency of the titanium to melt to the tool means that synchronous milling is preferable to cut-down milling. This ensures that the comma-shaped cuttings are separated at the thinnest point, thus reducing damage to the milling cutter caused by built-up edges and adhesion of cuttings to a minimum. The cutting angle of the milling cutter should be 0-10 degrees for high-speed steel and 0 degrees for hard metals and stellite, at a clearance angle of 12 degrees. Scaling should be removed beforehand, as this will otherwise damage the milling cutter and render it unusable.
Turning and drawing
When turning, the wear on the tool increases with the speed of the lathe. The cutting edge of the turning steel may break. Therefore, titanium should be worked at low revolutions, with the cutters of the steel checked from time to time. Where necessary, these should be sharpened. A blunt steel may seize up and cause considerable damage to both machine and tool. High-speed steel with high cobalt content, hard metals or stellite may be used as turning steel. The best of the hard metals have proven to be tungsten-carbide variants with cobalt bonds, with the K 20 group demonstrating the highest endurance. Stellite enables higher cutting capacity than high-speed steel and leads to better cutting formation and lower metal finishing time than hard metals. The cutting angle for hard metal tools should be between -6 degrees and +6 degrees for roughing and preturning and between 0 degrees and 15 degrees for finish turning. With high-speed steel cutting angles of between 5 and 15 degrees should be selected, depending on conditions. A clearance angle of 7 degrees is always advisable in this. The angle of inclination for hard metals should be -4 degrees and 0-5 degrees for high-speed steel.
Prior to drawing it is advisable to coat the wire with an oxide coating. This may be added via heating or electrolysis and serves as a carrier for the lubrication employed. In place of the drawing wax commonly used, sulfurous oil emulsions or soaps are used for titanium. Titanium requires a considerable effort when drawing. It is therefore advisable to temper after approximately every three drawing actions.

Rolling and forging
When rolling titanium the surface must be in perfect condition. A high rolling pressure is also necessary. To avoid cracking and minimize effort required when rolling it is necessary to temper regularly. Titanium can be warm forged at temperatures of between 650 and 950 degrees Celsius. It can also be cold forged, although then the material can be extended but scarcely compressed. Here too, regular tempering is necessary as otherwise the metal is compacted very quickly.
Inlaying
The hardness of titanium makes it ideally suited as a base metal for inlays. Even hard gold alloys can be used without any difficulty. However, it is hard to engrave undercut lines.
Bonding techniques
The creation of hard and soft solder connections is possible but difficult. Titanium forms brittle, inter-metallic phases in the melting zone with almost all metals. The only exception is silver, with the result that this metal is used for intermediary coating and represents the principal component of a series of solders for titanium. In addition, silver-based alloys have excellent flow and wetting properties in combination with titanium base materials, which means that it is also possible to solder complex components. Despite their good wetting properties, the silver-based solders and aluminum-based solders are seldom used, due to a lack of corrosive and stability properties. The commercially available titanium-based solders can be used to create bonds with good chemical and mechanical characteristics. Their disadvantage is their limited flow properties and the relative working temperature of 950 degrees Celsius.
The reference to the soldering of titanium and titanium alloys should not disguise the fact that this form of bonding requires great care and a high degree of experience. It is therefore seldom used by craftsmen, as the procedure can only be produced with the employment of inert gas. The hardness of the metal means that cold bonding techniques such as rivets of all forms is recommendable. Titanium can also be adhered well using standard metal adhesives. Roughing of the surface or the addition of an anodized oxide coating serves to further increase the adhesion of the adhesive. Where larger surface areas are relatively easy to glue, with smaller surfaces it is advisable to add a mechanical interlock.

Surface treatment
To create a faultless surface on titanium it is first necessary to prepare it thoroughly. The work piece must firstly be sanded down as finely as possible. The sanding and polishing materials used in goldsmith work have proven insufficient for this. In contrast, nickel oxide polishing paste and stainless steel abrasives have achieved good results. Leather files and diamantine have also proved useful in polishing areas that are difficult to access. A crystalline, slightly matt effect on the surface can be created by etching with 1-2 percent hydrofluoric acid. This involves the work piece being dipped briefly into the acid, rinsed well in diluted sulfuric acid to remove any possible darker markings. Great care should be taken when using hydrofluoric acid, as the ensuing vapors are highly hazardous to the eyes. Protective goggles should therefore be worn at all times. Hydrofluoric acid is also very good for removing oxide coatings.
Coloring titanium
The great attraction in the design of titanium jewelry is the fact that the metal can be colored permanently. There are two ways of achieving this: the most simple method is annealing. This involves heating the metal over a hot flame, where a variety of colors appear at different temperatures, similar to the annealing of steel. To achieve results that are as even as possible the surface should be polished and then thoroughly degreased. The pretreated work piece is then heated evenly from all sides. Auxiliary aids may be used in this process (small frames, grids or enameling supports), whereby care must be taken to ensure that the work piece is in contact at as few points as possible. Coloration cannot be precisely controlled for larger work pieces as titanium is a poor conductor of heat. Homogenous coloration is only achieved with smaller work pieces, as these may be heated quickly and relatively evenly.
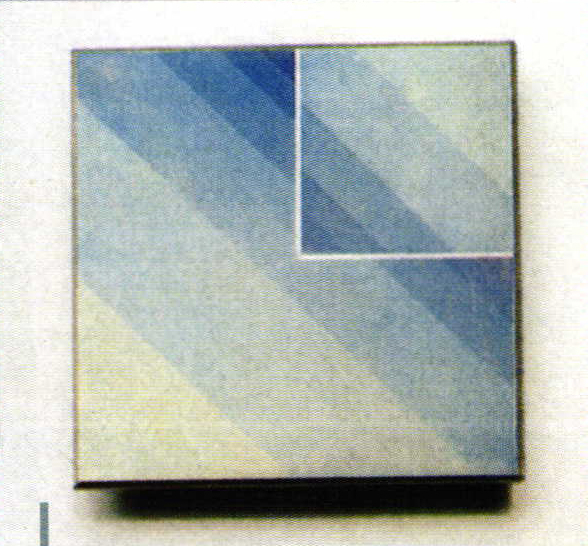
Anodized oxidation is therefore advisable for larger objects. In this procedure, an electrolyte liquid is subjected to electrical current in order to apply an oxide coating to the surface of the metal. Useful electrolytes are sulfur, phosphorous or alkaline solutions. Good results are achieved with ten percent solutions of polysulphide, sodium carbonate, ammonium sulfate and cyan-containing sodium baths, in mineral water.

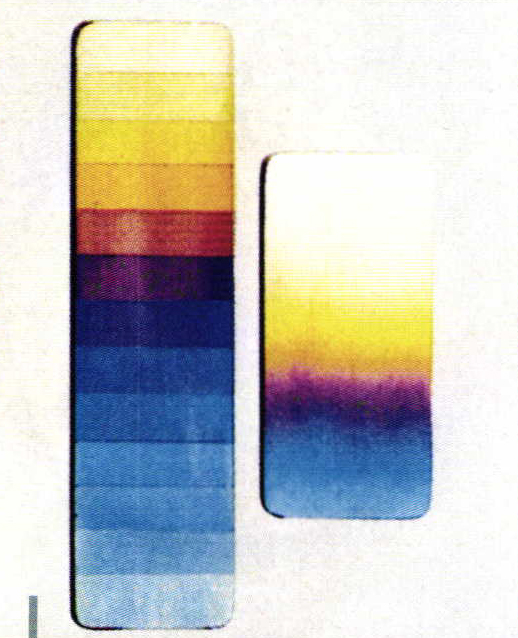
Anodic treatment may be performed in a glass or steel vessel. Using a steel vessel has an advantage in that the container may also be used directly as a cathode, thereby generating an even density of current. However, this procedure is only advisable for low voltage ranges. At higher voltages a glass vessel must be used, for reasons of insulation. Anodic oxidation is performed via a constant direct current. It is very important that this direct current is controllable, as the color is dependent upon the voltage. In this manner it is possible to generate a finely-graded color scale. If colors generated under a lower voltage are subjected to a higher voltage, their color tone alters in accordance with that voltage. The higher the voltage, the thicker the oxide coat. As the current density varies according to the size of the work piece that is to be colored, different results may be achieved at a constant voltage. It is therefore advisable to create a color scale beforehand using a test piece of a similar surface area.
Contact to the work piece is established via a well-sprung steel clip. The residual voltage of the capacitor should be neutralized by discharging (shorting of anode with cathode) in order to achieve an even coloration. It is important that titanium is not anodized with other metals as this will otherwise result in unusable colorations. Contact should also not be maintained with the work piece in the bath as this will result in the same effect.
Anodizing at high voltages requires that safety precautions be taken. All metallic conducting parts should be properly insulated and rubber gloves worn at all times when working. A significant quantity of detonating gas is generated during the anodizing process. It is therefore important to work in well-ventilated rooms, with great care taken to avoid sparking during the discharge of the capacitor.
by Jan Jensen
Related Articles

Gemstone Fluorescence
The Ubiquitous Mineral Feldspar
The Truth About Gem Smuggling
A Look at Pearl Quality





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
