
The Secret Life of Solder
Understanding why solders melt and how they flow is fundamental to mastering soldering techniques. The alloys we use every day to solder our work undergo some amazing transformations as we heat them. If you can stay with me through this article you will understand exactly what you are seeing happening before your eyes as you put a torch to your work. As you will learn, we have our noses pretty close to some pretty incredible phenomena.
7 Minute Read
Understanding why solders melt and how they flow is fundamental to mastering soldering techniques. The alloys we use every day to solder our work undergo some amazing transformations as we heat them. If you can stay with me through this article you will understand exactly what you are seeing happening before your eyes as you put a torch to your work. As you will learn, we have our noses pretty close to some pretty incredible phenomena.
Our business is all about metals. When we mix them together we form alloys. The concept that is so important to grasp is called solid solutions. Until about 1840 AD metallurgists believed metals that were mixed together behaved like aqueous solutions. In an attempt to duplicate Damascus steel they finally realized that mixtures of metal were in fact solid solutions.
This means that molecules (2 or more atoms of a substance) of a metal mixed together are more like a jar of colored sand than a bowl of Jell-O. This is especially meaningful with gold, one of the noble metals that does not tarnish or oxidize easily. Gold molecules are relatively large. This allows smaller copper and silver molecules to clump between the gold molecules and be "jacketed" by the gold.
 |
| Gold Molecules "Jacketing" Alloy |
Imagine a box of basketballs with a few handfuls of tennis and golf balls thrown in. You would find most of the smaller balls hiding between the basketballs so the basketballs might actually touch without exposing the smaller balls at all. We see the borderline limit of the jacketing protection of gold in 10 karat gold where the mixture is about 40 percent pure gold. At this point we have alloy mixed with gold rather than gold mixed with alloy. This allows the properties of the alloy to dominate the mix.
Refiners take advantage of this process in reverse by "quartering" the alloy to refine it. They mix 5 times the weight with copper. This effectively spreads the gold molecules far enough out so that aqua regia can dissolve the alloys between the gold molecules. The pure gold "rains" in a fine dust to the bottom of the vat. In a solid solution each molecule of metal retains its own identity and chemical properties.
The secret to the behavior of metals is in what happens in the electron shells. The simple diagrams we saw in school of dots in circular orbits are misleading. The fact is the electrons form clouds and behave more like bees over a field of flowers. When the wind blows the bees move around… but the net effect is the same number of bees are, on average, over each flower at any given moment.
Just like the flowers sharing the bees, the molecules of metal share electrons. This is why metals can bend and smear while nonmetals, with their tighter electron arrangement, will break and shatter.
 |
| Any single electron may travel around any of the atoms |
If you shake a tray full of electron clouds marbles they will roughly order themselves in lines and when the bottom layer is full, they will start the second level with marbles fitting between the balls on the bottom layer forming the same straight lines only a half step over. This is how crystal lattices are formed. When metals freeze they form crystals and crystal lattices. These lattices naturally space themselves out in a way that puts the least stress on the whole structure. When we stress these crystal's shape and arrangement by hammering, bending, or rolling the metal becomes hard and stiff Heat allows the molecules to vibrate and to rearrange themselves back to the original low stress positions. We see this effect when we anneal. Crystal regularity has a lot to do with melting points of metals and especially alloys.
Imagine a pile of cardboard cartons all the same size neatly stacked in a cube. Now add some energy from a small earthquake; the boxes are pretty much where they started at the beginning of the event.
Now imagine a pile the same size but this time the cartons are three different sizes. It is impossible to mix them evenly and stack them neatly. The same earthquake causes them to fall in a pile.
The different sizes of molecules in an alloy cause the same thing to happen in the solder alloy when heated. The metal molecules pick up calories and start to vibrate and the crystal lattice breaks down at the melting point. Temperature is controlled by the amount of alloy metal add to the mix.
A great general use solder can be made by mixing 20 percent fine silver (not sterling) with the yellow gold you commonly use (Herbert Marion's fonnula). This holdover from the days before finding houses (or electricity for that matter) makes a good seam and a fine color match and can be used for any solder where there will be no other solders nearby. It is slightly harder than medium.
The melting point incidentally is defined as the point where the metal forms a slush like substance that can be moved around but does not really flow. The flow point (usually 100 degrees or so hotter) is where the metal is truly liquid; at least as what we think of 'melted' to mean. This confusion in terms causes fits in people trying to set up soldering ovens.
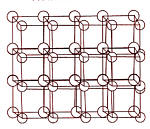
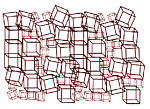 |  |
| Crystal structutre of typical solder alloy | Amalgamation (soft soldering) |
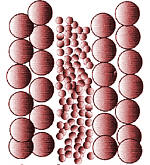
 | 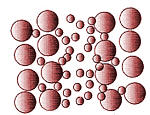 |
| Arrangement of pure gold crystals | Solder molecules permiating the surface |
The two most important factors in soldering are heat and cleanliness. There are three types of what we commonly refer to as soldering:
Amalgamations: coatings of a low melting metal on a higher melting metal. These paint-like bonds are most commonly made of lead or antimony but can occur if brazing materials are improperly heated.
Braze: a metal alloy in the same family of the work metal but with a lower melting point are joined by heat.
Weld: metal of the same type is melted locally in a technique similar to casting.
In gold soldering (actually brazing) some interesting things start to happen. As the two metals are brought to heat, the lower melting alloy goes into its liquid state. If the work alloy is hot enough the metals in the solder actually start to permeate the surface of the work alloy. This actual mixing of both metals into a zone graduates in the middle of the gap to pure solder. This is why each time we remove a soldered piece (such as an out of line head) it gets harder to do, as the line gets less distinct.
Many jewelers will use oxyhydrogen torches or solder tubes to the tip of their torch to concentrate the flame. Old timers (and handmade rope makers) know the value of soft flame soldering. This idea of point heating a small area more often than not results in an amalgamation, not a true braze. We have all seen earring posts break out of solder leaving a perfect impression of the post end in the solder pile. This is called a "cold joint". Heat sinking techniques and the soft flame allow both metals to be worked safely in the same temperature range. This facilitates brazing. A good understanding of temperature zones in the torch flame will allow solders anywhere you need them.
Another problem in this type of heating and in welds generally is shrinkage porosity. This type of spot heating really expands the metal and is actually a form of mold-less casting. As such it is subject to shrinkage porosity. To minimize this, heat must be withdrawn as slowly as you can without damaging the work or the stones nearby. Slight lingering as you back off the torch or less oxygen (you should be adjusting that with your thumb as you solder) greatly reduces the number of pits. Slower cooling is the key.
I should not have to tell you that the metal has to be clean. Most jewelers use the "green flux" which has a self-pickling action but can become unreliable if there is any dirt nearby. There is a popular misconception that the white (handy) flux is for silver only. A careful reading of the label shows it to be a brazing flux that has a bit of hydrofluoric acid in it. This makes it a superior flux for sweating and working where there is likely to be dirt hidden. The drawback is it does not protect exposed work from fire scale. The work must be well pickled or bombed afterwards. It has a side effect of being a good temperature indicator as you can see its viscosity change when the work is at temperature.
I also pack it around diamonds when I'm working in platinum as it protects diamonds from stray torch flame I might not see with my welding glasses on. I have not `glazed' a stone since I started to take this precaution. We do a lot in our work to metals on levels below our unaided vision. To understand what is happening in the micro helps you to improve what you do in the macro. The net result is neater and stronger work.
Related Articles

Anodizing Principles Update

Bi-Metal Casting to Titanium

Masterpiece in Metal by Adolphe Himmel

Testing the X1 White Gold





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
