
Manufacturing Jewelry in Platinum Some Basic Facts
4 Minute Read
Updated on
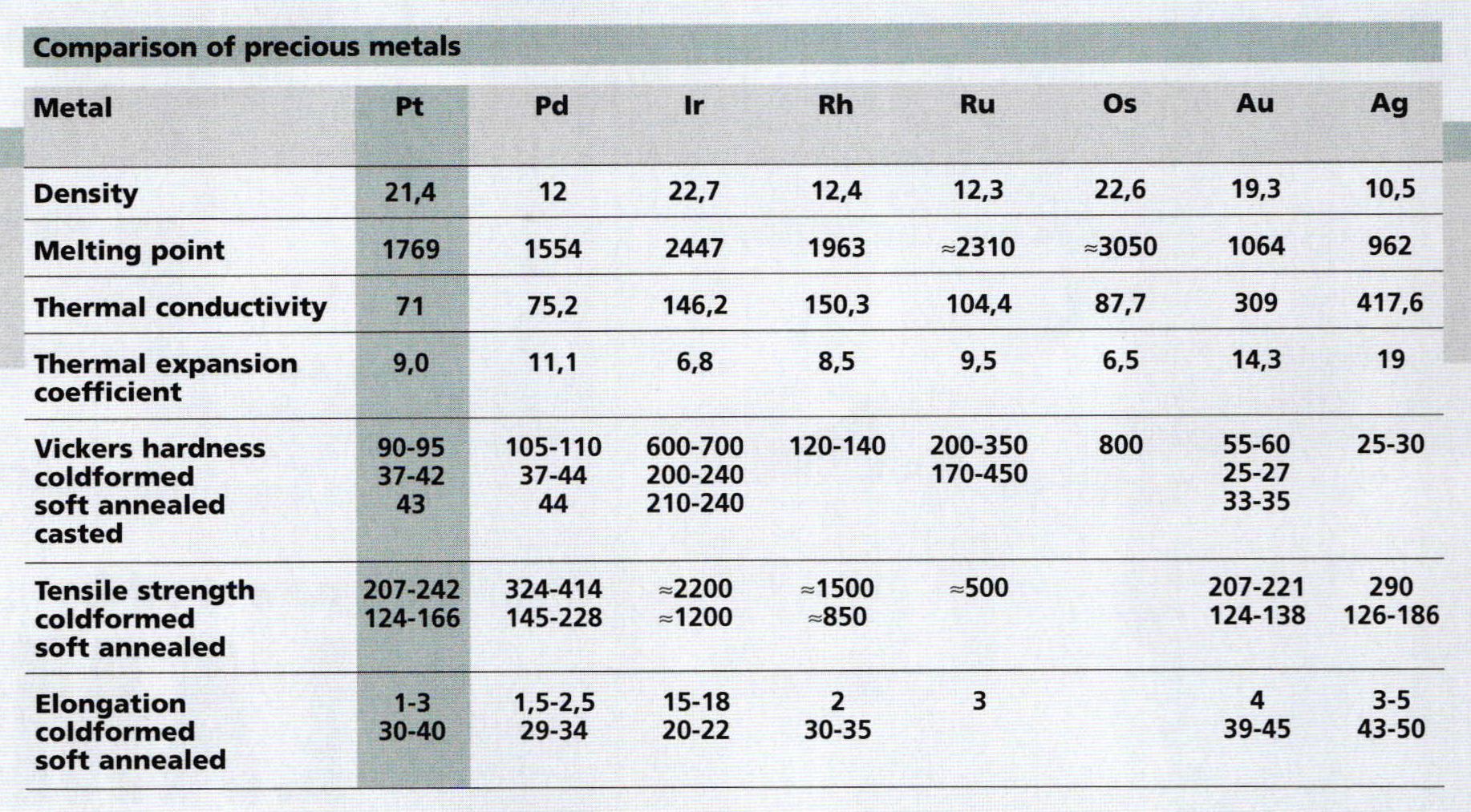
Properties of platinum

- To get one ounze of pure platinum you have to process 11 tons of ore.
- Platinum (Pt) is one of the heaviest precious metals.
- Pt has an extremely low thermal conductivity, it doesn't bend or twist even under the effect of heat.
- Platinum doesn't tarnish or oxidise on air.
- Pt has a very good wear restistance.
- It can disolve only in hot aqua regia.
- Pt has catalytic properties. It's always needed to start chemical processes, without participating in this process.
- Pt and platinum group metals are the only material for the production of glasfibres and melting crucibles for glass.
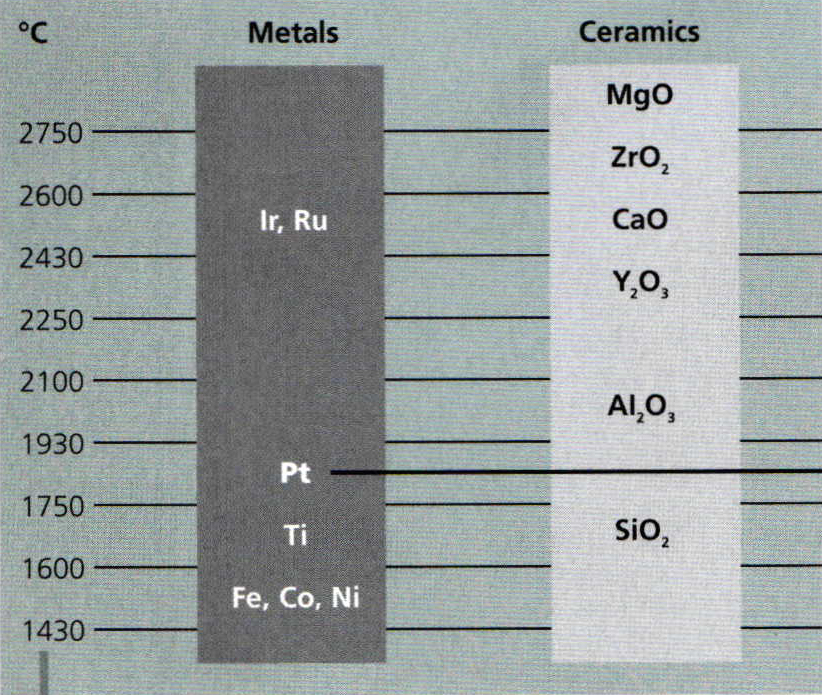
- Regarding on high melting point and resistance to attack, Pt is famous for the measurement of high temperatures.
- Pt has an excellent skin compatibility.
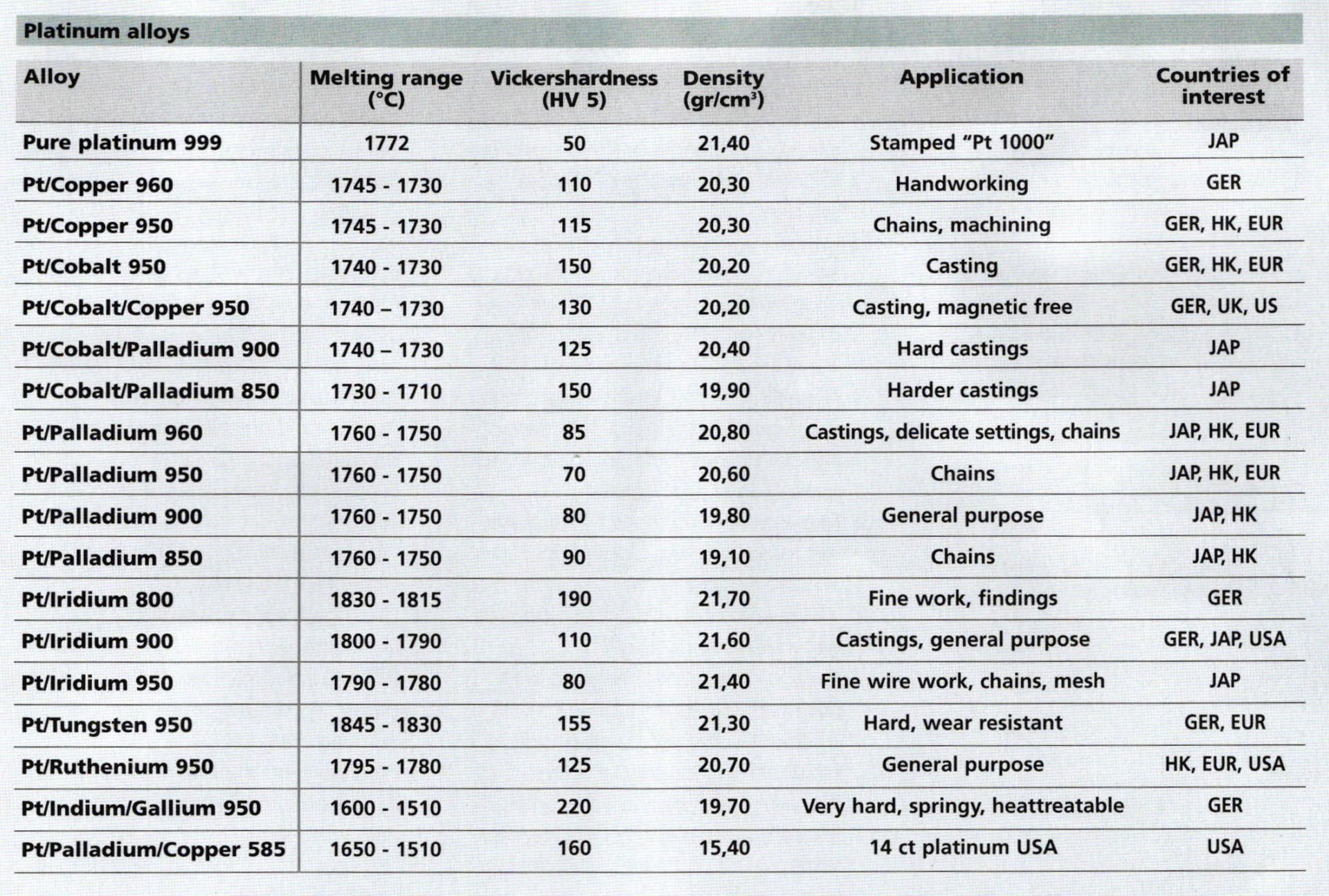
Platinum casting
- The weight of platinum castings will be about 30% higher than for 18 karat gold.
- The weight of casting trees are between 100-3000 gr, in average 300 gr.
- Different tree and sprue design, regarding on total different feeding behaviour.
- Centrifugal spin-casting machine required, torch or induction melting. Ultraviolet lenses for melting platinum is recommended.
- Special investment (phosphat or acid based investment) required.
- High preheat temperature, up to 1000°C necessary. Special heat resistante flask required.
- Oxidation and gas resistance of platinum is extremly good.

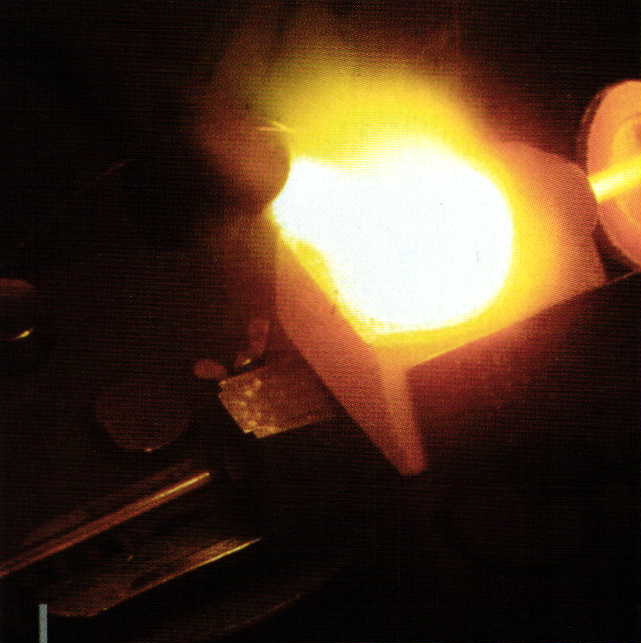
Casting
- Even 100% scrap can be melted.
- Special crucibles made of calcium or magnesium stabilized zirconia required.
- Casting process allows no waiting time, melted platinum has to be poured quickly.
- Rapid loss of heat during the casting process.
- Use hydrofloric acid to dissolve the platinum investment from the cast product.
Handworking
- Use a separat tooling kit for Pt, and keep them clean.
- Avoid any contamination during the manufacturing process, work clean.
- Use rolls and dies (tungsten carbide) highly polished.
- Pt tends to smear or drag wear on working tools.
- Pt can be extensivly deformed, without becoming brittle. Most platinum alloys allow coldwork 80% and more.
- Reduction less than 30% should be avoided.
- General annealing temperature is about 1000°C, a stress relieve at about 600°C is possible. (Guideline: for each mm thickness, heat min. 1 minute, bright orange heat)
- Annealing with a torch: use a broad flame and heat up to a dull red.
- Binary Pt alloys don't age harden, so quenching is not necessary.
- Metal contaminations of Pt surfaces has to be removed by pickling in hot 10% nitric acid.
- Iron contaminations can be removed with hydrochloric acid.
- Pt/Co oxides can be removed with hot hydrochloric acid 20%.
- To enamel Pt is not possible, only Pt/Pd with limited special colors.
- Pt doesn't tarnish or oxidise on air.
- Regarding on elasticity Pt is ideal for settings. Pt bends easily and does not spring back.
- Tension settings are speciality for Platinum.
- Always polish the setting, before you cut the seat for a stone.
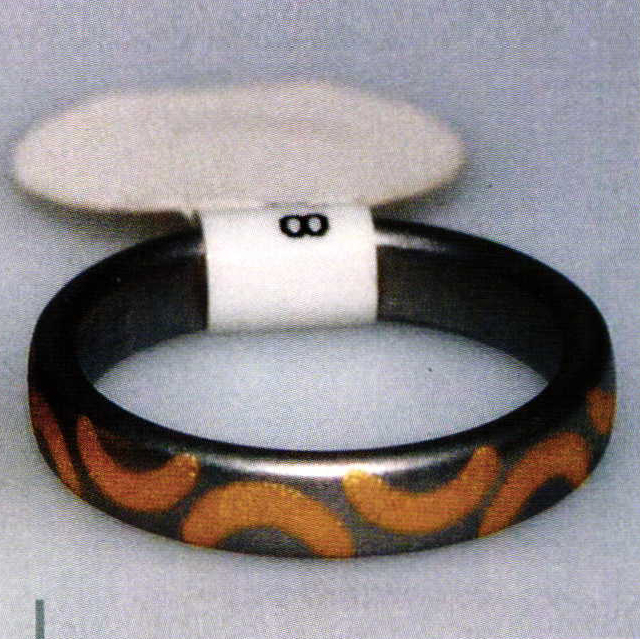
- Color combinations are easy to produce.
- Etching of gold inlays are easy to produce.
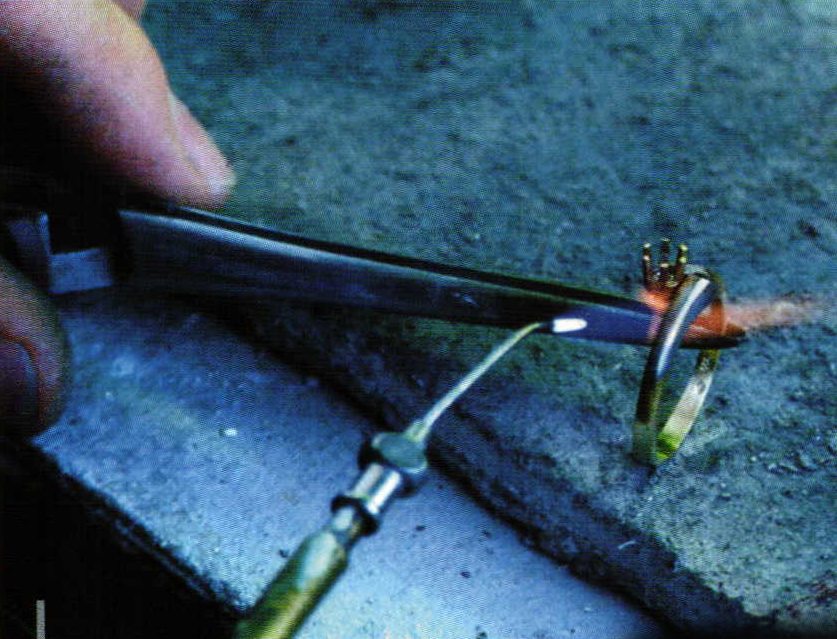
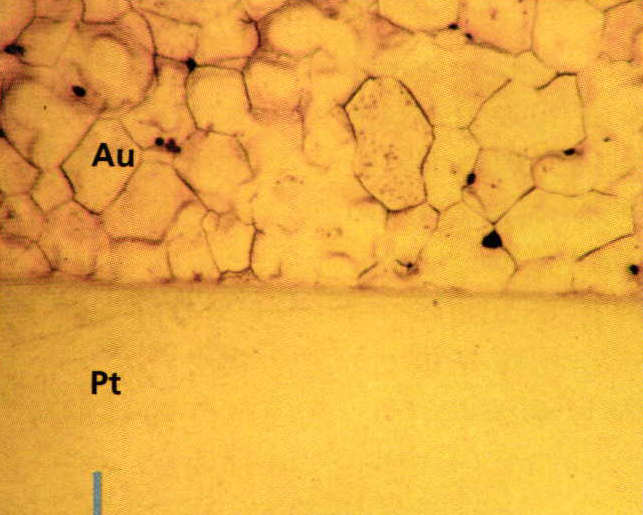
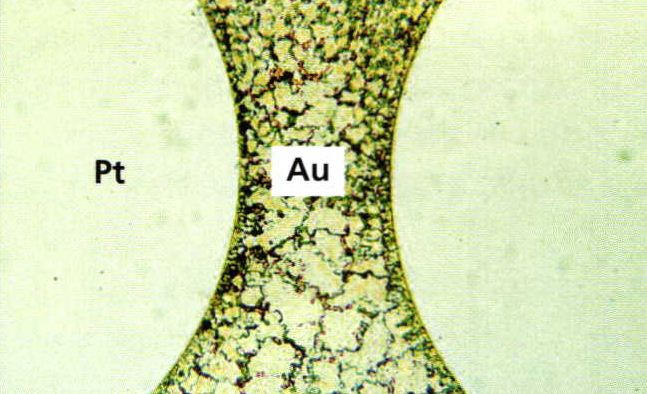
Joining techniques
- Useful joining techniques for platinum are: Fusion welding, pressure welding, spot welding, laser welding, soldering, sintering, bi metal casting, puddeling, mechanical processes.
- Principle: welding is better than soldering, solder seams to be polished out easier and are visible, they don't match the colour.
- Before joining operation, clean Pt in an ultrasonic cleaner to remove oil, grease and metallic residues.
- During welding/soldering you may not need a flux.
- If you weld, use a filler of the same alloy.
- The wettability between Pt and solders are excellent.
- Use a heat source with less carbon, like hydrogen/oxygen.
- Pt has a relatively low thermal diffusivity, the heat stays near the working area.
- Regarding on the low heat conductivity it is possible to repair without damaging stones.
- Use a ceramic (alumina) brazing pad, no charcoal blocks.
- Don't use iron binding wire and dirty steel clips, this will contamine the Pt.
- Use tungsten twisters and tungsten solder picks to place solder on hot platinum.
- To bond Pt with gold there are special fluxes (free of borates) available.
- Use welding lenses when brazing or welding Pt.
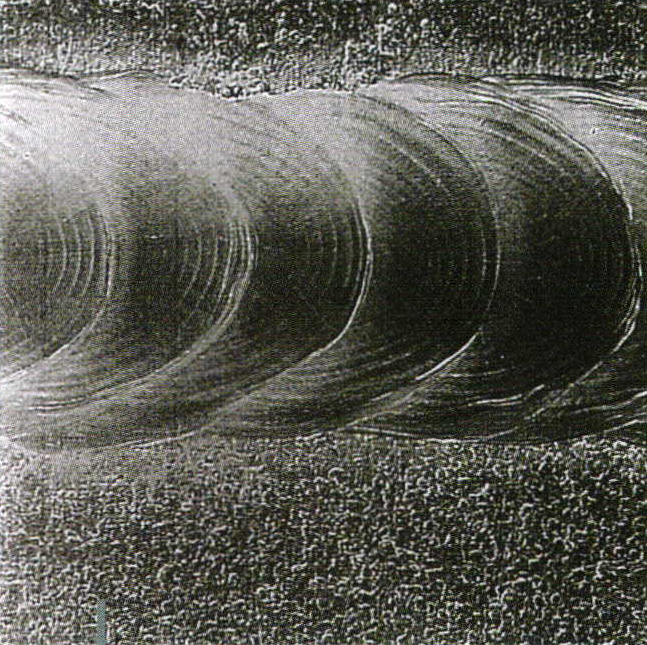
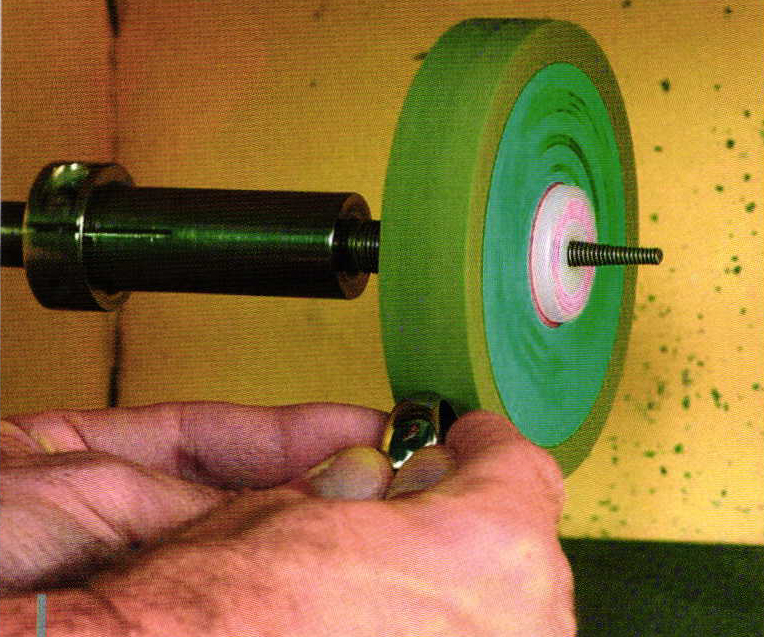
Finishing
- No short cuts for filling and polishing
- Choose the minimum grade of abrasive that totally remove the deepest defects.
- Emery/polish across line defects or solder seams to reduce dragout.
- Change always the working direction at 90° to the previous direction.
- Frequently use fresh abrasive surfaces Avoid the transfer of coarser particles to the next finer process. Good housekeeping is necessary.
- Before surface texturing, prepare a highly polished surface.
- Electrolytical polishing and tumbling are not possible.
- Plating with Rhodium or Pt is recommended, the coating increases the wear resistant and eliminates color differences at the solder seams.
- If Pt will be combined with gold, finish the Pt before you join it to the gold, otherwise the gold will be overpolished, because it will finish faster.


Refining
- Keep Pt fillings and scraps separate from other precious metals.
- Hold platinum/gold combination scrap separate.
- Don't seperate your fillings with a magnet, Pt/Co is magnetic.
- Clean material from sheets, wire etc. and the same alloy can be remelted and used again, without problems.

by Klaus Wiesner
Related Articles

Customized 3 Jaw Chuck & Earring Holder
Steve Satow shares his procedure for customized 3 Jaw Chuck to mount on a Benchmate for hands free trimming &...
Read More

Fundamental Procedures for Enamelists
Mixing Dry Granular Material
Frequently, we are asked how to mix two or more dry materials, such as two transparent...
Read More

Book Review – Making the Most of Your Flex-Shaft
A welcome addition to the literature now coming out for bench jewelers, Making the Most of Your Flex-shaft by Karen...
Read More

Metal Analysis Tool
This segment from the 2017 MJSA Journal November issue is dedicated to metals, tools, software and more that aids jewelers...
Read More





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
