
Fine Matte on Metal Surfaces
A micro-waterjet device can be used to achieve fine matt finishes on precious metal surfaces. Parts required for this are: jet or wet lap hammer, slow-running compressor, vacuum apparatus, and pressure sprayer.
2 Minute Read
Updated on
A micro-waterjet device can be used to achieve fine matte finishes on precious metal surfaces. Parts required for this are: jet or wet lap hammer, slow-running compressor, vacuum apparatus, and pressure sprayer.

 | Fine-grain material is poured into the chamber (fine glass beads up to a grain of 50µ. An adhesive strip is laid over a polished silver plate. |
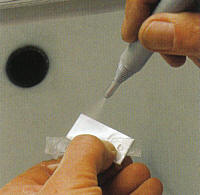 | This process works with any other metal as well. Water pressure is controlled by the pressure sprayer. There should be an approximately 10-15 cm (3.9-5.9 in.) distance between the nozzle and the object. Slight flooding with the jet is sufficient. |
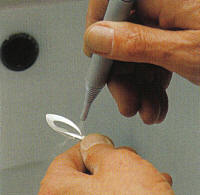
 | A quick dip into (white) spirit does not only clean any residue from the surface, but also allows it to dry quickly and without spots. The result is a flawless, finely spot-matted finish. Other surfaces, such as wires or tubes, can also be matted in this way. |
 | The microwaterjet device makes this much less problematic than is the case with matt-finish mats. A surface given such a spot-matt finish is considerably less susceptible to dirt, and curved surfaces also appear optimal after this treatment. The composition of the glass beads determines the surface:
Subsequently rinsing the object in spirit and drying it with a paper towel results in a surface free of oil. For the goldsmith, it is important to polish the surface beforehand. |
 | A further advantage: if, for example, a pendant is to be given a matt finish on half its surface, a finely drawn spot-matt finish can be applied without having to cover the polished half. |
 | Moreover, jewelry pieces set with stones can be given a flawless spot-matt surface without covering the stones, even if the setting is platinum. |
 | The ancient goldsmithing hammered inlay technique is another way to obtain surfaces with refined structures. First, the extraneous parts of the piece, those which do not fit into the overall creative concept, are sawed off. The slight waved line that was drawn on earlier is then traced with a diamond-tipped cutting bit. |
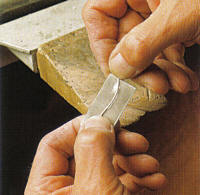 | A flat graver is then used until the wire inside can be inserted by about 75%, according to its diameter. The wire to be inlaid is bent to match the line and worked into the palladium, silver, or gold surface. |
 | It is important that the material being inlaid be softer than the basic material. It is pushed in with a hammer. Engraved channels are created with the hammered inlay technique. Then the finishing and refining work with the file can begin. |
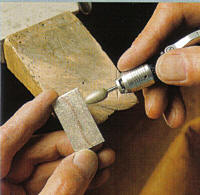 | Equally interesting surface designs can be attained by using a diamond-tipped cutting bit. |
Related Articles

Tips & Techniques for Popular Finishing Touches
We asked a number of top jewelers to tell us their best practices, techniques, and tips for creating satin, brushed,...
Read More

Inlay Work
There are many techniques in which contrasting metals are placed side by side. Those that can properly be called inlay...
Read More

Platinum Finishing 2 – Procedures and Supplies
In the last issue I wrote about safety issues concerning polishing platinum. In this issue we will continue the discussion...
Read More

The Basic Techniques of Shell Inlay
To learn the art of inlay, its best to start with the basics. This project will walk you through the...
Read More





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
