
Enameled Spiral Beads
3 Minute Read
I was drawn to the idea of making enameled beads by Edmund Massow's excellent article, "Enameling Copper Balls" (Glass on Metal, Issue 19, 2000). In the process of attempting to make cloisonne beads, however, I experienced a fair amount of frustration. I admit to lacking patience, so I set about to see if I could find a way of making attractive enameled beads - with a bit less effort.
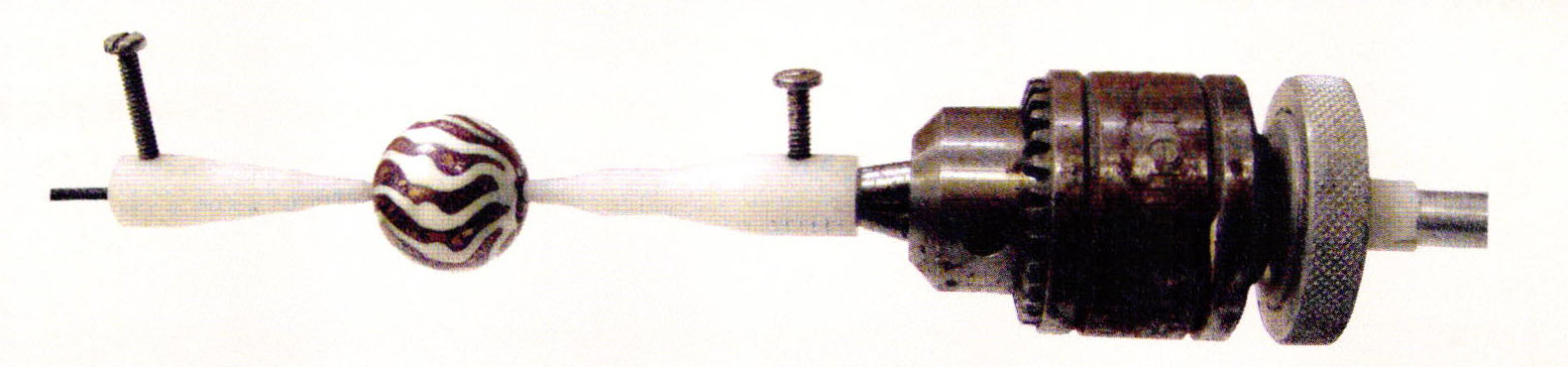
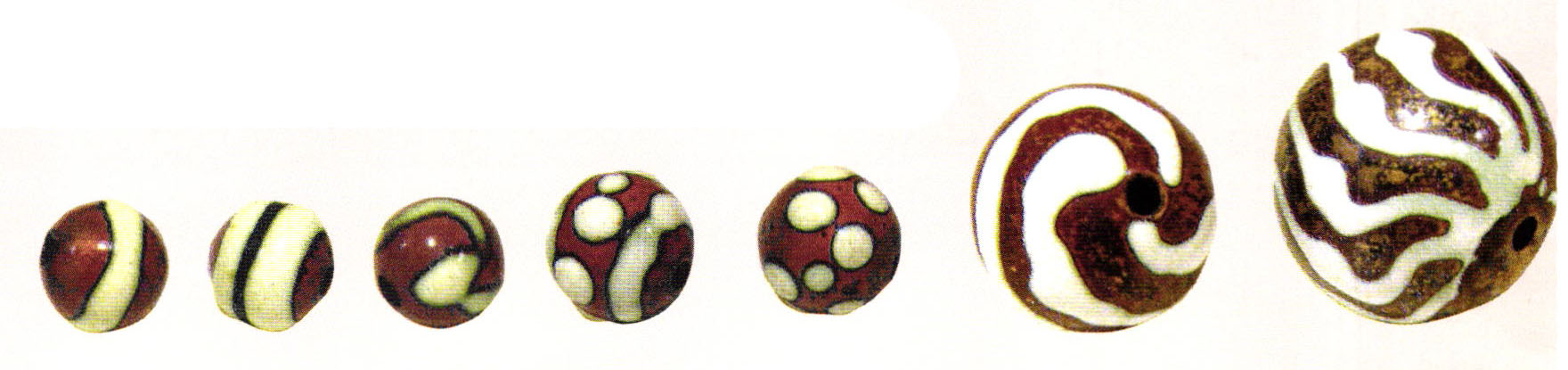
What I came up with is a way of holding copper balls on a shaft that is attached to a low-speed motor that turns the ball while you work. This makes it possible to create patterns like the spirals that are illustrated here.

I started with copper beads in a variety of sizes, that I purchased from Thompson and from Rio Grande. I de-greased them with Pennybright and did not counter enamel the inside. I threaded them one at a time onto a stainless steel rod, that I refer to as a mandrel. The mandrel is a 1/16 inch (0.062 inch) diameter stainless steel rod that is used for lamp-working beads and is cut into 6 inch lengths.
The beads are secured on the mandrel using a pair of plastic holders and firmly coupled to the mandrel by squeezing it between the holders. The plastic holders are made from a 3/8 inch diameter plastic rod, drilled the length of the holder so the mandrel slides easily through the center. The plastic holders are then drilled and tapped to hold a set screw (see below).
I salvaged a variable speed motor that turns at very low speeds (down to 4 or 5 revolutions / min), and put a drill chuck on its shaft (see the above figure). The mandrel was held in the chuck. I made striped beads by ejecting liquid enamel from a syringe onto the rotating bead.
The enamel was put on the beads with a 1 ML syringe, using a large bore (14 gauge) needle. I cut the sharp tip off the needle for safety, and put a plastic tip (a short segment of polyethylene tubing) over the cut end of the needle. The plastic tip made it easier to slide the needle tip along the surface of the bead without it grabbing the copper. Smaller needles should in theory make for smaller lines, but I found the enamel plugs the needle.
Tips to Successful Spirals
I did a lot of hunting to find a motor that was of the right speed. But note, if you can't find a motor) you can still use a mandrel with holders to make beads with interesting patterns. I found that with the beads held on a mandrel, I could manipulate them with more facility than if they were held using a screw, which is Massow's method.
If you are hunting for a slow, variable speed motor, be careful about the speed. Rotate the bead too slowly and you can get big accumulations of enamel that run. Rotating it too fast results in the enamel being too thin. The motor I used was from a peristaltic pump, that was badly abused and therefore inexpensive. The drill chuck that I put on the motor shaft: also from eBay. But note that mounting the chuck on the motor shaft is not necessarily trivial.
Before starting, warm the balls with a hair dryer in order to reduce the tendency of the liquid enamel to run and drip. It is important, once you get the enamel flowing from the syringe, to not stop. Try to maintain a constant flow rate while squirting the enamel from the syringe. Restarting usually results in a blob of enamel coming out.
Try not to touch the beads until they are dry. Leave them on the mandrel, and take the plastic holders off. Put the mandrel on a trivet like that shown in the Massow article (basically a U-shaped section of steel mesh). Dry until any water inside the bead is gone. If any water is left inside the bead, it will boil out during firing.
Look for materials on eBay. You can find insulin syringes and large bore, 14 gauge) (used in body piercing) needles.
Related Articles

Commercial Enameled Art Projects

How to Make a Bas Relief Bowl

Jewelry Designs: Athena Pendant

How to Make Earring Posts by Hand





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
