
Tips for Avoiding Meltdown
10 Minute Read
Now What?
You've carved a few waxes or made a piece in metal that you want to mold and have cast. Now what do you do? If you're new to the business or this is just your first time working with a caster, it can be confusing. Who do you trust to bring your work to life? How do you vet a caster? What questions should you ask? What information will you need to provide to them? Just thinking about it all can be overwhelming.
Having your pieces cast doesn't have to be a daunting experience. Here's some advice on how to find a caster, prepare your models for casting and shipping, and navigate the workflow.
Find A Caster
The first thing you'll need to do is find a caster. Ask around for referrals from your peers, particularly those who work in similar materials. Who do they use and why? Is there anyone they would advise you to avoid?
Once you have a list of reputable companies, it's time to narrow down the field. Visit their websites and contact them directly for more information. You want to make sure the company is a good fit for you and your specific needs. When interviewing prospective casters, here are some questions you should ask:
- Is there a minimum quantity and/or charge per order? Do they offer price breaks for large orders?
- What services are offered? Do they offer mold making, casting, mechanical or hand finishing, cyanide bombing, stone setting, electroplating, model making, CAD services, etc.?
- What is the turnaround time for casting and mold making?
- What are the casting labor charges? How is the metal marked up? (Casters may give you a "guesstimate" from a photo of your work, but they'll need to inspect and weigh the actual wax or metal model to give an accurate estimate.)
- What metals and alloys do they cast? Gold, platinum, base metals, pewter, sterling silver, no-ox silver alloys?
- What is the size limitation?
- What do they charge for vulcanized rubber or silicone molds, as well as RTV (room temperature vulcanizing) urethane or silicone molds? Do they offer silicone RTV molds? (Urethane RTV molds eventually become soft, sticky, and unusable. While pricier, silicone molds have better tear strength and will last much longer.)
- Who owns and keeps the molds? (I won't use a caster that "owns" my molds.) It's critical to ask this as there are some casters that want to lock in customers by keeping their molds, even though the customer has paid for them.
- What is the policy for castings that are rejected because of porosity, large pits, no fills, bad surfaces, etc.? (Some casters will only guarantee the casting if there is an RTV back-up mold of the original wax pattern; if there is a problem with the casting,they can cast and inject from the RTV mold.)
- What is their payment policy? Unless you set up credit terms in advance, most casters will require payment before shipping your order. Also ask what forms of payment they accept, as not all casters will accept credit cards.
Inspect Your Work
Before sending your model off for casting, it's important to take time to review and inspect your waxes with good lighting and magnification. You should look for and repair any pits, hairline cracks, foreign particles, and trapped air bubbles, asit is easier and cheaper to fix these problems now.
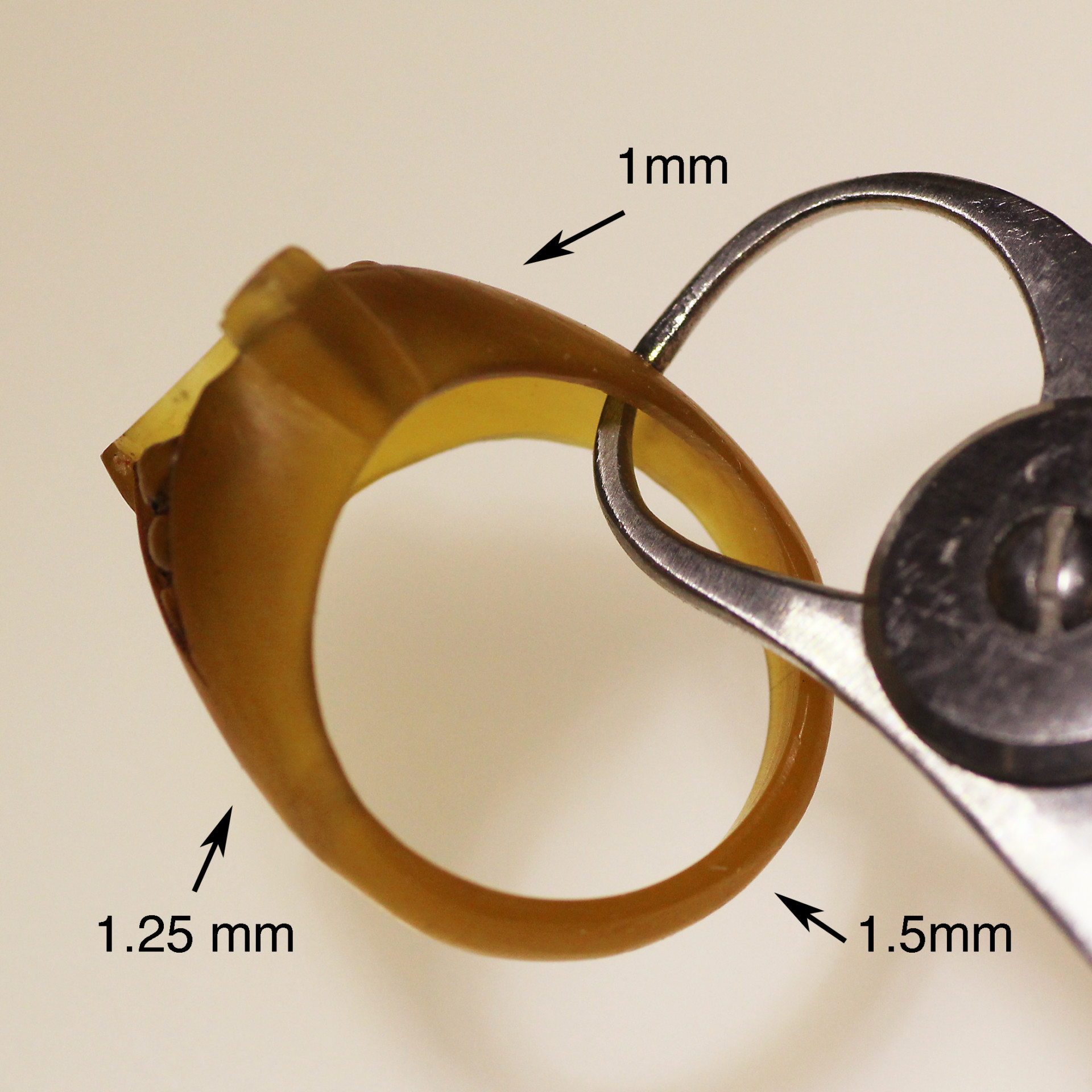
During your inspection, hold the wax up to the light and use a degree gauge to check the wall thickness. Look for areas that are too thin and avoid any cross sections that go from thick to thin to thick, as both of these scenarios may result in porosity, tearing, or incomplete fill. Instead, build up thin areas with Touch-Up Wax or Disclosing Wax and replace areas that alternate between thick and thin with a wedge-shaped cross section.
Here are some basic guidelines on optimum dimensions and shrinkage:
- For a woman's ring, I recommend the shanks be a minimum of 1.5 mm thick. Men's rings should be a minimum of 2 mm thick, especially if they are going to be cast in silver or high karat gold, as those metals are softer and you don't want the ring to get banged out of shape. If you're casting in platinum or 10k gold, you can get away with a minimum shank thickness of 1.25 and 1.75 mm, as these metals are denser.
- For most other jewelry pieces, wall thicknesses should measure at least 1 mm. If your models are too thin, the wax will solidify before it fills the mold. However, there are exceptions to the rule: Very small pieces can be as thin as 0.5 mm because the wax doesn't have to travel as far to fill the void in the mold.
Also, check the weight of your model to avoid heavy metal experiences. The wax will be anywhere from 10.4 to 21 times lighter than the final casting, so weigh the wax and multiply it by the specific gravity (density) of the metal you'll be casting it in. Depending on the calculation, you may want to use burs, files, and wax carving tools to hollow the piece more to bring the price down or make it more wearable (especially in the case of earrings). If you use a solvent, just remember to rinse the model well or the solvent will continue to dissolve it.
When it comes to identifying places to sprue your model, I highly recommend leaving it to your caster. They'll be able to look at the model and identify the best place to sprue, keeping the flow of the metal in mind. However, if you have a detailed design and there's an area you would prefer them to place the sprue to avoid compromising the design, feel free to mark it on the piece using a permanent marker and ask them to try to sprue it there. But at the end of the day, it's usually best to rely on their expertise.
Don't Forget the Shrinkage
In order to have your pieces come out the correct size, and have your stones fit, you need to consider shrinkage. Molten metal is expansive, and when it solidifies it contracts approximately 1 percent. There are many variables that determine shrinkage, such as the kind of mold compound used, how many generations of molds you are making, the temperature of injection wax, etc. The best way to determine your shrinkage rate is to compare the dimensions of your wax models to the finished castings. Measure your waxes and take notes before sending them to your caster. When you get your castings back, measure and record the shrinkage that occurred between your wax model and the finished casting. That will tell you your shrinkage rate, and you can keep this in mind for future pieces.
While shrinkage rates will vary, you can expect one-of-a-kind pieces that are being cast directly to shrink approximately 1 percent. Knowing this, you can plan ahead. When I make a one-of-a-kind ring, I carve it to the desired size. If the piece includes gemstones, I make sure they're a little loose in the wax settings. I then put the cast ring on a steel mandrel, tap it with a plastic mallet to make sure it's round, and sand and polish it to the right size.
When making multiples from an original wax pattern using vulcanized molds (which are made in hot press with pressure, resulting in higher shrinkage rates), I usually see 5 to 6 percent shrinkage. To account for this, I make a master wax ring model one-half size larger than my desired size. I then send it to my caster to create a master model. (I prefer to have my models cast in silver, as it's easy to work with and not as expensive as gold.) If it's a piece I've put a lot of time into, I'll make an RTV mold from my wax and cast injections from the mold. (Keep in mind that making an RTV mold almost always damages the wax pattern, but if there is a problem with the casting, they can inject the mold and cast another piece.) I then have the caster inject a few waxes into the mold and cast them. When he ships me these first castings, he holds off on shipping the mold back to me for another shipment. (If the package gets lost, you don't want to risk having the master models and molds in the same package.) I then clean up and detail the best of the castings.
Keep in mind that every mistake on the piece will be multiplied by the size of the production run. Detail things as perfectly as you can, as this will save time in production later. However, if it's a geometric piece, do not polish it, as that will round and soften the detail. For non-geometric pieces, I recommend using a natural soft bristle brush with polishing compound in a flex-shaft to smooth concave surfaces.
When the piece is finished to your liking, send it back to the caster and ask them to make a vulcanized rubber or silicone mold, explaining the quantities, metal, and procedures you want.
When It's Time to Ship
Before you ship your models off to the caster, you need to create an instruction list detailing exactly what needs to be done. I recommend starting by scanning or taking photos of the waxes you're shipping. Print out a copy of the images and label them with part numbers that you'll refer to in the instructions for your caster.
Make sure your instructions include specifics, such as the metals you want things cast in or what type of molds (vulcanized rubber or silicone for metal or RTV urethane or silicone for waxes and pieces that can't be burned out) you want made. Also make sure you include any services you want them to do, such as mass finishing. Here are a few examples of the type of instructions to give your caster:
Cast flowered model #KWD78 in sterling silver, clip, and ship.
Make gum rubber molds of earring models #KWD37a and #KWD37b and cast two pieces each in 18k yellow gold. Hold mold.
Make a silicone RTV mold of ring wax #KWD42, inject and cast two pieces in sterling silver from this mold. Return original wax. Return mold with next shipment.
In addition to detailed instructions, make sure the sheet includes your company name; the name, e-mail address, and phone number of the person they should contact with any questions; and your shipping and billing addresses. Always keep a copy of the instructions and images in case your caster has questions.
Next, there's no sense in perfecting your wax models and writing out detailed instructions if you're just going to drop the models loose in a box and ship them off without first making sure they're safe and secure. To ship your waxes, separate tissues into single ply and make loose soft clouds of the tissues, using enough to separate and surround the waxes in a box so they don't rattle around and get damaged.
Secure the box and then wrap a printout of your instruction sheet for the caster around the box. Then surround this box with more cushioning material before placing it in a larger box with your molds, metal models, and photos for shipping.
When it comes to a shipping method and carrier, it's up to you to analyze the costs involved and how quickly you need the caster to start working on your pieces. Whichever method you choose, make sure you insure the package and get a tracking number. How much to insure for will depend on the cost of the castings and the value of the master wax or metal model, which would be based on how much time you spent making the master model. Keep in mind that while you can insure your labor for $8,000, you'll need to be able to prove that value to the carrier should something happen to the package.
And finally, be open to receiving suggestions from your caster. They can give you advice on how to make your pieces easier to reproduce. If you follow their advice and make your models well, you'll have lower reject rates and labor charges, making everyone's job (including yours) easier and more fun.
Kate Wolf has been carving wax and making jewelry for 38 years. For the past 26 years she's taught wax carving workshops throughout the U.S. and at her studio in Portland, Maine. In addition, she is the owner of Wolf Tools, where she works to develop tools for jewelers to love.

![]()
In association with
![]()
The award-winning Journal is published monthly by MJSA, the trade association for professional jewelry makers, designers, and related suppliers. It offers design ideas, fabrication and production techniques, bench tips, business and marketing insights, and trend and technology updates—the information crucial for business success. “More than other publications, MJSA Journal is oriented toward people like me: those trying to earn a living by designing and making jewelry,” says Jim Binnion of James Binnion Metal Arts.
Click here to read our latest articles
Click here to get a FREE four-month trial subscription.
Related Articles

950 Palladium: Gemstone Setting

Cardboard Disc Sander Tool

950 Palladium Bridal Jewelry Manufacturing

Metal Conversion Chart





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

