
950 Palladium: Unique Manufacturing Process
This Unique Settings ring is an excellent design for palladium with heavy, low-profile prongs for the 1.50 carat center diamond, ample wall thickness for setting the baguettes and supporting the overall structure and sufficient room for bead setting the small round diamonds and bright cutting along the sides. This ring mounting is an ideal example for an overview of step-by-step palladium manufacturing techniques.
6 Minute Read
This Unique Settings ring is an excellent design for palladium with heavy, low-profile prongs for the 1.50 carat center diamond, ample wall thickness for setting the baguettes and supporting the overall structure and sufficient room for bead setting the small round diamonds and bright cutting along the sides. This ring mounting is an ideal example for an overview of step-by-step palladium manufacturing techniques.

 | The original model is made with some shrinkage taken into consideration. Only after a model is perfected and tested, is it introduced into the Unique Settings line. For this piece, technicians at Unique Settings calculated about 1% or less shrinkage from the original model to the finished replica cast in palladium. They attribute this to the use of silicone for their molding procedures. This is especially important for setting tolerances (depth, width and size of bearing walls) for the channel set baguettes and bead set rounds with bright cuts. This wax was injected into a silicone mold. After it solidifies, cools and removed from the mold a wax model specialist examines it, removes the parting lines and other surface inconsistencies and then prepares it for casting. |
 | The main gate or sprue is about 4.5 millimeters in diameter and attached at the heavy shank on the bottom portion of the ring. For this model, 2 additional 1.8 millimeter feeder sprues are attached within the finger hole below the top. These additional sprues assist in quickly feeding the palladium to the heavier upper portion of the ring since the metal is quick to solidify. Research in palladium casting has shown that strategically placed multiple sprues are a key factor in successful progressive solidification (the metal cooling and solidification) and reduces or eliminates porosity and cracking. |
 | Unique Settings uses a large button tree structure for casting multiple pieces. This image shows how the main and runner sprues are attached to the casting base. More pieces will be attached to the button to complete the 'tree'. |
 | The palladium is melted by induction and is protected by argon to reduce its exposure to the atmosphere. When molten, palladium absorbs considerable amounts of oxygen and hydrogen. The argon works as a cover gas because it is heavier than air and shields the molten metal from the atmosphere. The Unique Settings casting expert opens the chamber and carefully stirs the molten metal with a quartz rod to insure distribution of the elements. After, the chamber is secured and the pieces are cast. |
 | The arrow indicates the project example on the casting button structure. Progressive solidification is a general description for the metal cooling and solidification cycle within a cast mold. Essentially, the metal should cool and solidify from the top of the tree (where there is a lesser quantity of molten metal) toward the button. The modified tree structure, feeder sprues and proportionately large button size help to insure success in this critical process.
A thinner button would have solidified first causing the shrinkage and gasses to be trapped within the jewelry models causing pitting, porosity or incomplete or misshapen castings. Eliminating the feeder sprues would also jeopardize the success of the models with through-and-through porosity from trapped gasses. |
 | After casting, the Unique pre-finishing department removes the sprues and gates by sawing. |
 | The remainder of the sprues is removed by filing and sanding. The ring is then rounded and overall pre-finishing begins. |
 | For pre-finishing, the Unique technician uses rubberized abrasives to smooth the inside of the ring. Sanding sticks, files and other abrasives are used on the outer surfaces. Because the cast models are free of pitting, there are no problems in the pre-finishing process. The ring is then sent to the polishing department for pre-polishing prior to setting. |
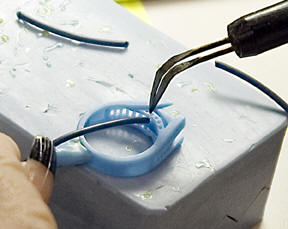
 | With the pre-polishing completed, the ring goes to the in-house stone setting department where the diamond baguettes are channel set. Opposing bearings are cut in the palladium side walls with a bearing bur. The baguettes are then "slid" into place from the top portion of the ring. There was no porosity in the model to interfere with the setting process. This image shows the baguette setter burnishing the sidewalls with a fine pointed burnisher. |
 | For the final tightening, the setter uses a reciprocating hammer. The hammer is set to the lowest setting and provides sufficient impact for final tightening. |
 | With the baguettes secured, the next step is the bead-and-bright-cut setting of the round side diamonds. The small round holes are made larger with a round ball bur that is about the same diameter of the diamonds being set. The diamonds are seated with a 0.10 millimeter spacing between them. The stone setter completes the setting of the small rounds. Again, because this model is porosity-free, the setter was able to raise substantial, consistent beads to secure the diamonds with no problems. |
 | Next the large round center diamond is set. The first step in this process is to reduce the dimension of the upper gallery wire with a large round ball burr. |
 | Next, a 90 degree bearing burr is used to create the bearings in each of the 4 heavy prongs individually. The metal flashing created by burring is removed and the diamond is set using pliers and then secured by hammering for final tightening. With palladium's desirable malleability, the prong bending and forming was trouble-free. |
 | After setting the ring is sent to the polishing department for final finishing and polishing.This mounting is ideal for palladium due to the following desirable features:
|
Palladium Jewelry Manufacturing: Frequently Asked Questions:
![]() Clearing the Confusion: 950 Palladium & Palladium White Gold I frequently buy findings from a company that describes them as "14-karat palladium white". What is this metal and how does it differ from 950 Palladium?
Clearing the Confusion: 950 Palladium & Palladium White Gold I frequently buy findings from a company that describes them as "14-karat palladium white". What is this metal and how does it differ from 950 Palladium?
![]() 14-karat Palladium White: When you see a listing such as 14- or 18-karat palladium white it is most likely a white gold alloy that contains palladium. When palladium is included with gold, it makes it white. The most commonly used metal for turning gold white is nickel. Among nickel's undesirable characteristics include lack of malleability, possible skin irritation when worn and the need for rhodium plating to be comparatively white to 950 palladium alloys.
14-karat Palladium White: When you see a listing such as 14- or 18-karat palladium white it is most likely a white gold alloy that contains palladium. When palladium is included with gold, it makes it white. The most commonly used metal for turning gold white is nickel. Among nickel's undesirable characteristics include lack of malleability, possible skin irritation when worn and the need for rhodium plating to be comparatively white to 950 palladium alloys.
![]() 950 Palladium: 950 palladium is an alloy made up of 950 parts palladium and 50 parts of other metals. There are several alloy mixtures and most of them in the American market contain primarily ruthenium and small or trace amounts of other metals.
950 Palladium: 950 palladium is an alloy made up of 950 parts palladium and 50 parts of other metals. There are several alloy mixtures and most of them in the American market contain primarily ruthenium and small or trace amounts of other metals.
Related Articles

950 Palladium Bridal Jewelry Manufacturing

950 Palladium: White Metal Alloys

Palladium Annealing and Soldering

950 Palladium: Manufacturing Tips and Techniques





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
