
Alloying Gold for Granulation
An alloy is by definition a mixture of two or more metals to create different strengths and colors. For granulation, the following formula is preferred. It is important to start with pure metals. Even trace amounts of impurities can result in flaws in the metal.
7 Minute Read
An alloy is by definition a mixture of two or more metals to create different strengths and colors. For granulation, the following formula is preferred. It is important to start with pure metals. Even trace amounts of impurities can result in flaws in the metal.
Preparing & Measuring Alloys
For granulation, the following formula is preferred:
- Pure Copper 0.5 dwt ( Fig. 1)
- Fine Silver 1.5 dwt ( Fig. 2)
- 24kt Gold 22 dwt (Fig. 3)
The quantity of 22kt produced is 24 dtw total weight. If using a tray to weigh, be sure to reset the scale to zero with the tray before adding the metal.
 Fig. 1 Fig. 10.5 dwt Pure Copper |  Fig. 2 Fig. 21.5 dwt Fine Silver |  Fig. 3 Fig. 322 dwt 24kt Pure Gold. |
 Fig. 4 Fig. 4Copper w/mix of boric acid and alcohol | The copper must be prepared prior to using. A mixture of boric acid and alcohol (1 tsp boric acid to 1 oz denatured alcohol is a good consistancy) is used to coat the copper and ignite. Just enough mixture to paint the surface of the copper is necessary. (Fig. 4) This leaves a protective layer the guards against oxidation. If the copper is allowed to oxidize before it is melted, it can create copper spots in the cast ingot. The copper is now ready to use. The copper is NOT added to the alloy mixture until the gold-silver alloy mixture is MOLTEN. |
Making a Charcoal Ignot Mold | |
 Fig. 5 Fig. 5Carving the sheet ingot | To make an ingot mold, use a compressed charcoal block. It is much harder than a standard charcoal block. It is much harder and will hold up better under high heat when making sheet ingots. Use a sharp 1 ½" chisel, scrape the charcoal down in thin, even layers. (Fig. 5) The bottom should be flat and smooth. Make the area approximately 1/8″ deep and 2″ long. A thin, wide, flat ingot is preferred. A thick ingot is harder to work down to make sheet. |
 Fig. 6 Fig. 6Carving the wire ingot | Various sized wire molds can be carved into the same charcoal block. Using the tip of a screwdriver in the same manner that the chisel is used for the sheet ingot mold, scrape out a depression ¼" deep and 2 ½" long. (Fig. 6) It should be as deep as it is wide in order to pour an even wire ingot. |
Mixing The Alloys | |
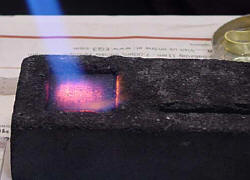 Fig. 7 Fig. 7Preheating the mold | Always preheat the charcoal block to a glowing red efore adding metal. (Fig 7) This helps reduce the length of time that the metal will be exposed to the torch, thus reducing the degree of oxidation. |
 Fig. 8 Fig. 8Adding the 24kt Gold to the molten Fine Silver | Melt the fine silver first. Then the gold can be fed into the alloy mixture a little at a time. (Fig. 8) The gold-fine silver alloy does not oxidize. Once the precious metals are well mixed, add the prepared copper. It is quickly absorbed into the alloy mixture. |
 Fig. 9 Fig. 9Mixing copper into alloy | Mix thoroughly with a carbon, graphite, or quartz rod or a wooden stick as you add the copper. (Fig. 9) I prefer wooden chopsticks kept soaking nearby in a glass of water. The flame uses the oxygen present, preventing oxides from forming. |
 Fig. 10 Fig. 10Skimming impurities off to side | Once the molten metal is well mixed, skim the surface with the wooden stir stick to move impurities to the side. (Fig. 10)
|
 Fig. 11 Fig. 11Placing another charcoal block on top | Keep the flame on the metal as you cover it with another piece of charcoal block large enough to cover the area surrounding the ingot. (Fig. 11) It does not have to be compressed charcoal, but it should have a flat, smooth surface. Press down on the pool of molten metal to spread the metal flat while creating a purifying reduction atmosphere where little or no oxygen can get to the surface of your metal. This reduces the amount of oxidation on the surface of your ingot. |
Making Wire Ingot | |
 Fig. 12 Fig. 12Scrap metal being formed into wire ingot | Unless using scrap, it is impossible to mix the alloy in a wire mold, therefore it should be poured using a hand-held crucible. Scrap 22kt sheet and wire can easily be re-melted in a wire ingot. (Fig. 12) |
 Fig. 13 Fig. 13Melting the metal until it balls up | Work the flame from end to end until the metal "balls up". (Fig. 13) When the metal "balls up", place another charcoal block on top of it to flatten the metal into the mold and prevent oxidation. |
 Fig. 14 Fig. 14Placing another charcoal block on top | Keep the flame on top of the metal until the other charcoal block is on top because as soon as the flame is taken away, the metal solidifies. (Fig. 14)
|
 Fig. 15 Fig. 15Ingot ready to quench | The finished wire ingot is now ready to quench, forge, roll, and draw down to the desired size. (Fig.15) Quench the ingot in water as soon as it is no longer glowing red. This retains the crystallized structure of the metal. If the ingot is quenched too rapidly, stress cracks can form. |
Making Larger Quantities | |
 Fig. 16 Fig. 16Depositing soot on wire ingot mold | Steel molds must be prepared by oiling, using silicone spray, or depositing a layer of soot on the interior of the mold surface, graphite molds need no preparation. The steel molds should be preheated in order to get a good pour. To deposit a layer of soot, simply cover the air intake valve on your torch to create soot. (Fig. 16) |
 Fig. 17 Fig. 17Pouring from a hand held crucible | A hand-held crucible must be preheated before adding metals. Pour the molten metal in a smooth, even motion, keeping the flame on the metal throughout the entire pour; concentrate the flame on the point of the spout of the crucible. (Fig. 17) The spout of the crucible should be poured as close as possible to the mold to prevent premature cooling of the metal and to reduce the chance of spillage. Always have the mold in a tray to catch any spills. If the tray is filled with a layer of sand, the gold will be easy to retrieve. |
 Fig. 18 Fig. 18Using an electromelt furnace | An electromelt furnace can make it possible to pour multiple ounces of both sheet and wire with the same melt. (Fig. 18) Five ounce sheet ingots are generally large enough. Any larger and they are too thick to roll down with a standard rolling mill. The crucible inside an electromelt is carbon, consequently, all alloys can be added at once. Pour as close to the mold as possible to reduce the chance of spillage. |
Conclusion on Alloying Process | |
 Fig. 19 Fig. 19Removing wire ingot from mold | If the formula and instructions have been followed, ou will have good ingots ready to use. A good pour as no visible pour lines. (Fig. 19) There is no oxidation as a result of the layer of soot placed on the mold prior to pouring. |
 Fig. 20 Fig. 20Wire ingot finished. Spruce has been removed. | With the sprue cut off, the 22kt wire ingot is now ready to forge, roll and draw to desired size. (Fig. 20)
|
 Fig. 21 Fig. 21Sheet ingot is finished. | The sheet ingot should be shiny and ready to forge. (Fig 21)
|
Forging Ingots | |
 Fig 22 Fig 22Forging the ingot | Ingots are somewhat like a sponge and should be compressed before rolling or drawing down. Stress lines and blisters will form on your sheet if the ingot is not forged down properly. Forge the ingot down to one half the original diameter in order to break down the crystalline structure of the metal before reducing through the rolling mill. (Fig. 22 & Fig. 23) |
 Fig. 23 Fig. 23Forging the wire ingot | The cast ingot must be forged and annealed repeatedly until is the desired diameter in order to break up its crystalline structure. After it has been forged down to ½ the original diameter, it is ready to roll or draw down. |
Drawing Wire | |
 Fig. 24 Fig. 24Tapering "draw-dog" | Taper a "draw dog" on the end of the wire small enough to fit through the holes on the drawplate. This can be done by placing two sanding discs face to face on a screw top mandrel (Fig. 24). The drawtongs must have something to grab onto. |
 Fig. 25 Fig. 25Using a drawplate | Using a drawplate held in a vice, wire may be drawn down to desired size. (Fig. 25)
|
Using The Rolling Mill | |
 Fig. 26 Fig. 26Using a rolling mill | Make sure the ingot and the rolling mill are clean and free of any debris. Any irregularities on the mill rollers will be transferred to the sheet. Start by opening the mill the thickness of the ingot. Pass through once to insure all surfaces are level. Reduce the metal a little at a time with each pass, closing the rollers only one number at a time. Trying to attempt making larger thickness changes will result in stress on the mill and blisters or lines in your metal caused by strain and irregular rolling. The metal may be reduced by ½ its thickness between each annealing. Once the metal is 2mm or less, anneal every few passes through the rolling mill. (Fig. 26) NEVER rotate the ingot 90 degrees and roll without annealing first. It will cause warping and bulging of your sheet. |
Related Articles

Testing Platinum Enhanced Gold

Nickel White Gold Welding
Gold and Silver – The Noble Metals

Alternative Metalsmith Pat Flynn





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
