
New Efficient Bench Applications
Pre-finishing, finishing, polishing and re-finishing have all been tasks usually done with a flexible shaft at the bench and/or a motor away from the bench. This article features methods and procedures used for a variety of these projects - all done at the bench with bench top equipment and flexible shafts with newly developed accessories and innovative applications.
13 Minute Read
Pre-finishing, finishing, polishing and re-finishing have all been tasks usually done with a flexible shaft at the bench and/or a motor away from the bench. This article features methods and procedures used for a variety of these projects - all done at the bench with bench top equipment and flexible shafts with newly developed accessories and innovative applications.
Re-finishing a Hand Engraved Ring | |
 | |
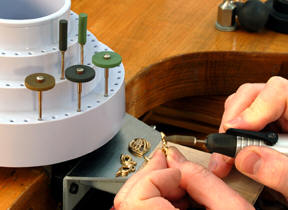
| This ring is a hand engraved 14-karat yellow gold ring with a platinum top. The ring shows some surface abrasions and percussion marks (normal wear). Re-finishing with standard abrasives and then polishing could wear away too much of the surface and the detail of the engraving. I used the following steps to re-finish this ring. | |
 | I removed a few percussion marks by using a burnishing tool and then a #6 barrette file. I smoothed those areas using a Foredom Series SR Flex Shaft with a No. 20 lever action quick release handpiece and Foredom's Ceramic Impregnated Polishing Wheels. They are color coded and come in 6 grits ranging from 120 to 1500. After using the #6 barrette, I began the smoothing procedure with a 500 grit orange wheel. Foredom's product number for this item is CW5561. |
 | The surface abrasions and burnished areas were smoothed using the Foredom Bench Top Lathe and a 4 inch 3000 grit 3M FX Polishing Wheel. FX wheels come in 6 grits ranging from 240 to 3000. They are made of a firm foam like material and contain silicone carbide mineral abrasive. The wheels require an arbor hole adapter to use on a tapered spindle. I have several and use them on both the right and left side of the motor. Foredom's product number for the adapters is No. 4568. |
 | I set the Foredom Bench Top Lathe variable speed motor to a slow/medium speed. I applied light pressure between the ring and the wheel. The ring was further burnished by the procedure causing all surface remaining abrasions to be far less visible. This was done on my bench top with the bench lathe placed onto a catch tray to collect the minor amount of generated waste. |
 | I polished the ring with Foredom's Platinum White 8000 grit compound. It required very minor polishing to bring out the color and luster of the metals. Because I used the burnishing techniques, fine grade abrasive wheels and ultra fine polishing compound, little or no deformation of the engraved detail occurred. Foredom's part number for the compound is No. 4006. |
Finishing a Cast Sterling Silver Pendant | |
 | |
| This sterling silver pendant is cast, pickled, rinsed and then magnetic pin finished. Typical of a production casting piece, it shows tool marks and mold separation lines. Here is the bench top procedures I used expedite the finishing. | |
 | I started by removing the tool marks from the crevices with a Foredom CeramCut Blue cone shaped mounted grinding stone. A wide selection of these points are available mounted on 3/32 and 1/8 inch mandrels in 80 and 120 grit. I have found that the ceramic/aluminum oxide grain mixture holds its shape longer than other types of abrasive points. |
 | To smooth the contoured surface of the casting, I will use 3M's Radial Bristle Discs. Radial Bristle Discs are available in 2 and 3 inch diameters for use on motors. Here I'm assembling the individual disc components on a gray Foredom hub, intended for use on the left side of the motor. I stack 6 2 inch diameter discs on each hub and have found this assembly to be the best for the majority of my work. 3M Radial Bristle Discs come in 7 color coded abrasive grades ranging from 80 to 1 micron grit (super fine). |
 | Here I'm using a white 120 grit Radial Bristle Disc to begin the process. I use each color in the system to complete the semi-polished result. For best results, it is important to use each of grits in a progressive order and my sorting tray keeps the 2 and 3 inch wheels properly organized. Also note that some of the discs are mounted on gray hubs for the left side and others on black hubs for the right side. Foredom's products for each are No. 4562 for the left and No. 4561 on the right. |
 | To get in tight areas on the back side of the pendant, I will use the smaller diameter 3M Radial Bristle Discs with my Foredom SR Flex Shaft. Here I'm replacing worn disc assemblies with new stacks of 6 on mandrels. The radial bristle discs have a specific working direction, so I'm careful to place them on the mandrel screw - all facing in the proper working direction. I organize the discs in a Foredom Bur Holder by order of their grit - and use each grit progressively for each application. |
 | To begin the abrasive work on the back of the pendant, I start with the yellow #80 grit. When using the bristle discs, I'm careful not to force the part into the wheel. I will use each color in the system and when I'm finished with them, the pendant will be ready for rouge polishing. |
 | I soldered on a bail, completed the pre-finishing and polishing and set the stone. The Radial Bristle Discs gave me an efficiency advantage by accessing the recessed areas and decreasing my polishing time. The Radial Bristle Discs generate far less dust and waste than cotton buffs with compound and are much cleaner to use. |
Finishing a Ring Casting | |
 | |
| This is a 14-karat palladium white gold rough ring casting. It has been cast, pickled, rinsed and magnetic pin finished. The ring has a rough surface. Here are the bench top equipment, materials and procedures I used to expedite this finishing job: | |
 | This image shows:
|
 | I removed the right tapered spindle and replaced it with the CHA-5 collet holder (B). I've mounted the expandable rubber 1/2 by 1 inch abrasive drum holder. Here I'm placing a 220 grit 3M Trizact band on the mandrel. After putting it in place, I hold the knurled side with one hand and screw the rubber portion with my other hand. This expands the rubber portion and secures the drum to the mandrel. |
 | With the assembly ready, I begin sanding the inside of the ring. I use each of the grits to produce a dead flat smooth surface inside the ring. Notice the sorting tray I use for my 1 inch abrasive bands. Each of the grits are identified and clearly marked, making it quick and easy to change from one to another. |
 | For the final step prior to rouge polishing inside the ring, I insert a 3mm collet into the collet holder and then mount a 1/2X1 inch rubberized silicone drum. These mandrels are also available in 1/8 inch size and would be used with a 1/8 inch collet. |
 | With the silicone drum mounted on the bench lathe, I adjust the motor to a medium/full speed and quickly complete the pre-polishing work. |
 | I use the 3M FX Polishing wheels on the flat and semi-rounded surfaces on the outside portion of the ring shank. The FX wheels can be grooved or shaped for repetitive work on like pieces with rounded shapes. I have found a slow to medium speed and minimal pressure between the work piece and wheel produces best results. FX wheels come in 5 abrasive grades ranging from 240 to 3000 grit. Water can be used on pieces being worked by the FX wheels to reduce heating if necessary. They generate minimal waste. I use each abrasive grade wheel on each project, starting with the one that is appropriate and progressing to the finest wheel. I use these wheels for most everything, including repair work. |
 | For the recessed contoured portions of the ring, I use the series of 3 inch 3M Radial Bristle Discs. This step shows the last step prior to rouge polishing. |
 | I polished the ring using Foredom's Platinum Blue and White compounds. The white compound is 8000 grit and produces a super color and luster. |
 | Using the Foredom BL Lathe directly on my bench top, I pre-finish an assortment of 14-karat yellow gold pendant and earring rough castings. Two of the pendants have flat surfaces. I remove the tapered spindle from the bench top motor from the right side and install the collet holder (Foredom part No. CHA-5). Next I insert a 3" disc mandrel (Foredom part No. M34). I use both the 3 and 2" disc mandrels for a variety of applications and abrasive materials. The red arrow indicates the 2" disc mandrel (Foredom part number M33). Both mandrels have 1/4" shanks. They are designed to be used with abrasive discs that have PSA (pressure sensitive adhesive) backing. |
 | I have installed a 3M Ceramic Purple Coated abrasive disc. These discs are available in 60, 80, 120 and 220 grit and are aggressive to moderately aggressive. I am using the 80 grit disc to remove the remainder of the gate from the cast piece prior to sanding the bottoms. (A kit of ceramic purple sanding discs contains a disc of each grit in the system. It is Foredom part No. 5690 or they can be ordered separately.) |
 | 3M Ceramic Purple Coated abrasives come in discs and bands of varying sizes. They are made of 3M's patented Cubitron [trademark symbol] ceramic aluminum oxide mineral that sharpens itself with use. As grinding wears the grain, it fractures along the micro-cracks creating new cutting edges. I have found these ceramic coated abrasives to last longer than traditional aluminum oxide abrasives and their sustained cutting ability provides faster stock removal with less heat and loading. I use both the discs and bands. |
 | The PSA backing on the reverse side of the grit disc has prolonged holding capability. This is an advantage for removal and replacement of these discs through a progressive pre-finishing process. When I remove abrasive discs, I replace the original protective backing on the disc for storage. In this image, I removed the final ceramic purple abrasive disc and I'm placing a 3M Diamond Polishing disc on the disc mandrel. |
 | The 3M Diamond Polishing Cloth disc's come in 7 abrasive grits ranging from 220 (coarse) to 50,000 (extra fine). These diamond polishing discs are ideal for very fine finishing and are available individually. Other discs available from Foredom that work exceptionally well with the BL Lathe are 3M's Flexible Diamond discs and Trizact disc products. All the products are available in 1, 2 and 3 " diameters. |
 | The next step in the pre-finishing of these earrings and pendants is to remove wax mold parting lines. For that, I'm using Foredom's MetalMaster [trademark symbol] rubberized abrasive polishing wheels and rods. The wheels are 7/8" x 1/8" thick and the rods are 1/4" x 7/8" and both can be shaped according to the job-at-hand. I use multiple Foredom Rotating Bur Holders (Foredom part No. 10081) to sort and organize a variety of pre-finishing and polishing accessories. |
 | MetalMaster wheels and rods are superior rubber bonded abrasives. They hold their shape better and last longer than other rubber bonded abrasives. MetalMaster accessories are available in 3 color coded grits; brown (coarse 120 grit), black (medium 180 girt) and green (fine 220 grit). They are available in 3 different kits (Foredom part Nos. AK710, AK700 or AK713). I use these wheels and rods with my Foredom Series SR flexshaft and No. 20 quick change handpiece. They are ideal wheels to use prior to Foredom's CW Series Ceramic Impregnated Polishing Wheels. |
 | With the bottom surfaces pre-finished and the parting lines removed, I use 3M's Radial Bristle Disc system prior to final polishing. They are ideal for these castings because they reach areas that rubberized abrasives and polishing wheels would have difficulty accessing in a timely manner. |
 | I remove the tapered spindle from the left side and the collet holder from the right side and install Foredom Wheel Mandrel's (Foredom part Nos. WM-5 and WM-6). The wheel mandrels hold abrasive wheels (up to 3" in diameter), sanding drums, brushes and other accessories with 1/4" mounting holes. Shown in this image is a 3M EXL Unitized Wheel mounted on the left side and I'm mounting a 1 1/2" grinding wheel on the right side. |
 | To install the wheel mandrel, the spindle is removed by loosening 2 allen screws and pulling it off. The wheel mandrel is put on the motor shaft and the 2 allen screws are tightened. The 5/16" shaft from the motor has a flat portion that the allen screws are lined up with prior to tightening. I regularly change between the tapered spindles, collet holder and wheel mandrel and find changing to be quick, easy and secure. |
 | I set the BL Lathe to a medium speed using the variable speed dial and I remove most of the remaining portion of the gate that wasn't cut after casting on this wedding set using the small grinding wheel. |
 | Next I use 3M Scotch-Brite EXL Unitized Wheels to remove the remainder of the gate and to partially blend it into the shank. EXL wheels come in 3 diameters, 3 thicknesses and have 3 different arbor holes. They are available in soft to hard densities, and are made from aluminum oxide or silicon carbide in coarse, medium and fine grits. They work well for decorative finishing, cleaning and conditioning, pre-finishing (as shown), oxide removal, deburring, blending and polishing. |
 | The BL Lathe also serves as a bench top buffing and polishing motor. Since this process generates significant waste and debris, I use the Foredom Dust Hood (Foredom part No. DCH-1). The hood has a dust collector attachment on the back and can be used with or without a dust collecting unit. The hood can be used at the bench to catch general debris or with a light duty dust collection system attached - like a standard shop vacuum. Shown in this image, I'm using an inside ring mandrel and Foredom's platinum white compound (Foredom part No. 4006) to bring out the final luster on a palladium and diamond ring. The compound is 8000 grit and is fantastic for all precious metals, especially palladium and platinum. |
 | I prefer doing regular buffing and polishing away from my bench top and with a heavy duty dust collection system. Using PVC pipe and fittings purchased at a hardware store, I made a dust collection system that would hold and draw significantly from 2 hoods. I hooked it to a heavy duty dust collection unit. Shown are a variety of buffing and polishing supplies available from Foredom. |
The Foredom Bench Lathe is a powerful variable speed bench lathe in a compact size suitable for use at the workbench. The total width of the motor with tapered spindles on each side is only 13". It has a permanent magnet motor that runs extremely smooth and quiet. The base is made of cast iron and has suction cup feet for a secure hold on the work surface. The unit weighs 7.5 pounds, is 5 1/8" in height and has a 1/6 horsepower motor. The variable speed ranges from 1,800 to 7,000 rpm. The shafts from the motor are 5/16" in diameter.
Foredom provides its bench lathe as a stand alone unit or in 5 different kits containing a variety of accessories. They also provide a wide variety of Foredom and 3M pre-finishing and finishing accessories that can be used with the unit at the bench or in a fixed location other than the bench top.
This installment was sponsored by Foredom, Bethel, CT and 3M Photographs - Mark B. Mann
Related Articles

Creative Imagination – Undeveloped Resource

6 Basic Wire Skills to Make a Necklace

Cutting Jump Rings

Making a Multi-Grit Sanding Stick





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
