
How To Avoid Destructive Tack-Welds
As a technical adviser to bench jewelers I often troubleshoot tack-, fusion- and pulse-arc-welding applications. One of the more frequently asked questions is related to what causes destructive tack-welds. Destructive tack-welds fail at temporarily welding the parts and often result in damage such as arcing, surface splatter, part deformation, excessive soot and permanent weld joints.
2 Minute Read
As a technical adviser to bench jewelers I often troubleshoot tack-, fusion- and pulse-arc-welding applications. One of the more frequently asked questions is related to what causes destructive tack-welds. Destructive tack-welds fail at temporarily welding the parts and often result in damage such as arcing, surface splatter, part deformation, excessive soot and permanent weld joints.
Destructive tack-welds are easy to avoid. Possible problems that lead to them are described in this summary. Oversized parts are being used to clearly visualize the examples.
Improper Joint | |
| Two pieces being tacked MUST have good surface to surface contact. When one piece or another is sharp or uneven, the result will be arcing, metal splatter and surface soot. The following individual examples apply to parts being tacked: | |
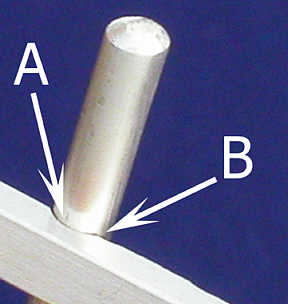 | When tacking a round wire to the side of a flat gallery wire in preparation for soldering, be sure to file or grind an indentation into the flat gallery wire (A). The round prong wire and flat gallery wire should be a precise fit and the flat wire should have no sharp edges at the top of bottom (B). |
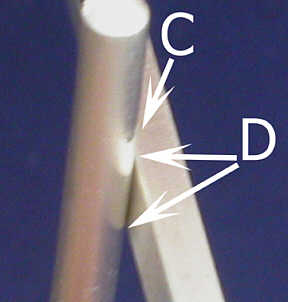 | This tack-weld joint does not have a notch and the contact point is minimal (C). The top and bottom edges of the wire protrude (D). The protrusions are not allowing good contact between the round and flat wires. This improperly prepared joint will result in a destructive tack-weld. |
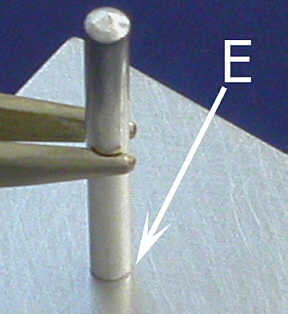 | When tacking a round wire prong on top of a flat surface, be sure that the bottom of the round wire is dead flat (E), the surface is even and that you have full contact at the joint. |
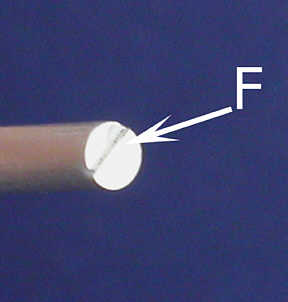 | This wire was cut with flush-cutting wire cutters (F). Even with flush-cutters, there is a small ledge that will not allow for proper contact between the two parts. |
Improper Contact and Holding | |
| When tack-welding, it is essential that contact between the two parts is FIRM . Loosely held parts barely coming in contact will fail. Improper holding and contact combined with an improper joint (described above) is a sure recipe for tack-weld failure. | |
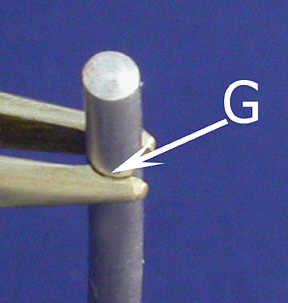 | Notch tweezers, pliers or other tack-welding leads in order to firmly hold parts for tacking (G). |
Improper Joint Cleaning
When preparing a joint for tack-welding remove flashes of metal created by filing or grinding. Make sure the joint is clean and remove oil, soot or general debris.
These simple tack-welding rules apply to all joints regardless of the parts being tacked.
Important
Tack-, fusion- and pulse-arc equipment settings will differ and are based upon the volume, amount of contact and alloy of the material you are working with. Practicing using like materials will give you a parameter for the settings required for your application. Keep a record of settings and tasks for future reference.
Related Articles

Installing and Repairing Hinge Rivets

Laser Repair: Emerald and Diamond Bracelet

Basic Bead Setting Techniques

Aluminum: Welded and Wearable





The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.
