
Lost Wax Casting
Master the lost wax casting technique for jewelry making. Our articles cover materials, tools, and procedures as well as product reviews and advice.

Wax Casting Burnout Cycles
If you are experiencing rough surfaces, discolored metal or no-fills, the problem may be in the burnout. When casting, the...
Read More
The Sprue System Design
A very high percentage of investment casting defects can be directly or indirectly attributed to the design of the sprue...
Read More
Important Principles of Casting Safety
Here's something to aim for: a well laid-out, orderly workshop, well-lit by multiple non glare light sources, well-maintained equipment, electrically...
Read More
Casting Notes for Silver Lost Wax Casting
Casting of silver can be fairly easy and these notes are the results of my experience through trial and error...
Read More
Casting Investment Powder Performances
In each step of manufacturing jewelry, there are many factors that can adversely affect quality. Because of this, process control...
Read More
Five Steps for Successful Investing
A good practice for preventing investment blowout is to measure the height of the trees before investing. The maximum tree...
Read More
Investment Procedure for Lost Wax Casting
Clean, fresh investment, water and investment at room temperature, de-ionized or distilled water or water that has been sitting overnight....
Read More
How to Make a Wax Injector
You will require a 5 to 6 inch by 3 inch wide brass or copper tube, silver solder a cover...
Read More
Frequently Used Wax Tools
Dental probes and knives make good wax tools. Your local dentist or dental hygienist or school for the same can...
Read More
5 Classic Casting Tips
These slow, quiet days of summer are always a good time to review your shop practices before the busy holiday...
Read More

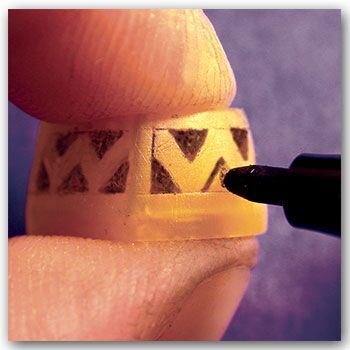
Wax Model Carving
Recently a customer requested that we make her an unusual mother's ring. She chose a magnificent 3.56 ct. oval blue...
Read More
Testing the New HD Patterns
Invented by Victor Joyner, a Chicagobased manufacturing jeweler, patented High Definition (HD) Patterns are made of a light-curing polymer material...
Read More

Eliminating Ash Residue Defects
The casting department at Stuller Inc. in Lafayette, Louisiana, has been experimenting with casting photopolymer models, and it has found...
Read More

Lost Wax Casting Part 3 of 9 Steam Dewaxing
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More

Testing the Ultra-Vest MAXX Investment
AJM recently asked Linus Drogs of AU Enterprises in Berkley , Michigan , to test the new Ultra-Vest MAXX Investment...
Read More

Etype Automated Wax Injection System
Racine and his son, Ittai, a physicist by profession but a top engineer, passed on purchasing the dated facility and...
Read More

Revving Up the Burnout Process
The internet has put the world at our fingertips. In minutes or less you can start a video chat with...
Read More

Lost Wax Casting Part 8 of 9 Cutting the sprues
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More

Lost Wax Casting Part 1 of 9 Sprueing
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More

Hollowing Out A Wax Model For Lost Wax Casting
In this demonstration, a wax model is shown, and will be hollowed out from behind. A strong light is mounted...
Read More

Improved Anti-fire Scale Casting Procedure
This paper describes a process that eliminated fire scale during a vacuum casting cycle. Castings should not have a fire...
Read More

Lost Wax Casting Part 7 of 9 Cleaning the Castings
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More
![Lost Wax Casting – [6/9] Quenching the hot flasks](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-69-quenching-th-1.jpg)
Lost Wax Casting – [6/9] Quenching the hot flasks
Lost wax casting, step : cooling the hot flasks in a bucket of water
Feathered Gems Jewelry has documented the...
Read More
![Lost Wax Casting – [1/9] Sprueing waxes](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-19-sprueing-wax-1.jpg)
Lost Wax Casting – [1/9] Sprueing waxes
Preparing for lost wax casting, step 1: attaching waxes to a central sprue and weighing them.
Feathered Gems Jewelry has...
Read More
![Lost Wax Casting – [9/9] Finishing and Polishing](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-99-finishing-an-1.jpg)
Lost Wax Casting – [9/9] Finishing and Polishing
Lost wax casting, step : Grinding, buffing and polishing the finished charms.
Feathered Gems Jewelry has documented the entire process...
Read More
![Lost Wax Casting – [7/9] Cleaning the newly cast charms](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-79-cleaning-the-1.jpg)
Lost Wax Casting – [7/9] Cleaning the newly cast charms
Lost wax casting, step : cleaning the freshly cast silver charms.
Feathered Gems Jewelry has documented the entire process of...
Read More
![Lost Wax Casting – [8/9] Cutting the charms off of the sprue](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-89-cutting-the-1.jpg)
Lost Wax Casting – [8/9] Cutting the charms off of the sprue
Lost wax casting, step 8: cutting the now clean silver charms off of the sprue trees.
Feathered Gems Jewelry has...
Read More
![Lost Wax Casting – [4/9] Burning out the flasks](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-49-burning-out-1.jpg)
Lost Wax Casting – [4/9] Burning out the flasks
Preparing for lost wax casting, step 4: putting the flasks in a kiln to burn out any remaining wax and...
Read More

Lost Wax Casting Part 9 of 9 Finishing the charms
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More
![Lost Wax Casting – [5/9] Casting the silver in the heated fl](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-59-casting-the-1.jpg)
Lost Wax Casting – [5/9] Casting the silver in the heated fl
Lost wax casting, step 5: weighing and melting the sterling silver that is poured into the hot flasks.
Feathered Gems...
Read More

Lost Wax Casting Part 5 of 9 Casting the Silver
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More

Lost Wax Casting Part 4 of 9 Burning Out
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More
![Lost Wax Casting – [3/9] Dewaxing the flasks](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-39-dewaxing-the-1.jpg)
Lost Wax Casting – [3/9] Dewaxing the flasks
Preparing for lost wax casting, step 3: steaming out the wax from inside the hardened plaster investment.
Feathered Gems Jewelry...
Read More

Lost Wax Casting Part 6 of 9 Quenching the Flasks
This video was originally created to explain the casting process we use at Feathered Gems to the client whose charms...
Read More
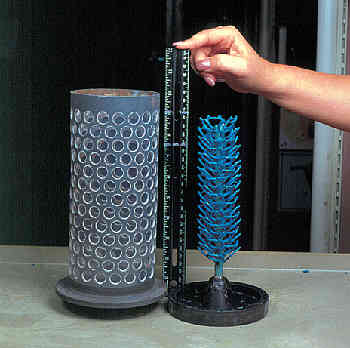
![Lost Wax Casting – [2/9] Investing the wax-filled flasks](https://www.ganoksin.com/uploads/1920/75/2016/06/lost-wax-casting-29-investing-th-1.jpg)
Lost Wax Casting – [2/9] Investing the wax-filled flasks
Preparing for lost wax casting, step 2: putting the waxes inside steel flasks and covering them with high temperature plaster...
Read More

The All-In-One Jewelry Making Solution At Your Fingertips
When you join the Ganoksin community, you get the tools you need to take your work to the next level.

Trusted Jewelry Making Information & Techniques
Sign up to receive the latest articles, techniques, and inspirations with our free newsletter.